–Ш–љ—В–µ—А–µ—Б–љ–Њ–µ –њ—А–µ–і–ї–Њ–ґ–µ–љ–Є–µ
–Т—Е–Њ–і
–°—В–∞—В–Є—Б—В–Є–Ї–∞


| –°NC USB - –Њ—В –љ–∞–ї–∞–і–Ї–Є –і–Њ –і–µ—В–∞–ї–Є |
| –°–Њ—Д—В –і–ї—П –І–Я–£ –Є 3D –њ—А–Є–љ—В–µ—А–Њ–≤ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
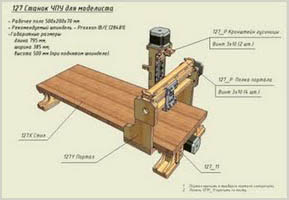
–Ъ —Б–Њ–ґ–∞–ї–µ–љ–Є—О –љ–Њ—А–Љ–∞–ї—М–љ–Њ–≥–Њ —А—Г—Б–Є—Д–Є—Ж–Є—А–Њ–≤–∞–љ–љ–Њ–≥–Њ —Б–∞–є—В–∞ ,–њ–Њ—Б–≤—П—Й–µ–љ–љ–Њ–≥–Њ —Н—В–Њ–є –њ—А–Њ–≥—А–∞–Љ–Љ–µ , –≤ –Є–љ—В–µ—А–љ–µ—В–µ –њ–Њ–Ї–∞ –љ–µ—В, —В–Њ–ї—М–Ї–Њ —А–Њ–і–љ–Њ–є —Б–∞–є—В –њ—А–Њ–≥—А–∞–Љ–Љ—Л –љ–∞ –∞–љ–≥–ї–Є–є—Б–Ї–Њ–Љ —П–Ј—Л–Ї–µ planet-cnc.com. –Я–Њ—Б—В—А–Њ–Є—В—М —Б—В–∞–љ–Њ–Ї –±—Л–ї–Њ –њ—А–Њ—Й–µ ,—З–µ–Љ –Њ—Б–≤–∞–Є–≤–∞—В—М –љ–Њ–≤—Г—О –њ—А–Њ–≥—А–∞–Љ–Љ—Г. –Я–Њ –Љ–µ—А–µ –Є–Ј—Г—З–µ–љ–Є—П –Є–љ—Д–Њ—А–Љ–∞—Ж–Є–Є –љ–∞ —Б–∞–є—В–∞—Е –њ–Њ CNC –њ—А–Њ–≥—А–∞–Љ–Љ–∞–Љ –њ–Њ —А–∞–±–Њ—В–µ —Б –І–Я–£ —Б—В–∞–љ–Ї–Њ–Љ –≤ –Њ—Б–љ–Њ–≤–љ–Њ–Љ –≤—Б—П –љ–∞–є–і–µ–љ–љ–∞—П –Є–љ—Д–Њ—А–Љ–∞—Ж–Є—П –Ї–∞—Б–∞–ї–∞—Б—М –њ—А–Њ–≥—А–∞–Љ–Љ —Б–Њ–Ј–і–∞–љ–љ—Л—Е –њ–Њ–і —Г—Б—В–∞—А–µ–≤—И–Є–є LPT –њ–Њ—А—В ,—З—В–Њ –Є –њ–Њ–±—Г–і–Є–ї–Њ –љ–∞–њ–Є—Б–∞—В—М —В–Њ, —З—В–Њ –≤—Л —Б–µ–є—З–∞—Б –њ—А–Њ—З—В–µ—В–µ. –Э–∞–і–µ—О—Б—М —Н—В–Њ –њ–Њ–Љ–Њ–ґ–µ—В —Б–Њ–Ї—А–∞—В–Є—В—М –≤—А–µ–Љ—П –≤ –Є–Ј—Г—З–µ–љ–Є–Є –њ—А–Њ–≥—А–∞–Љ–Љ—Л, –µ—Б–ї–Є –≤—Л –њ–Њ—Б—В—А–Њ–Є—В–µ —Б–≤–Њ–є –І–Я–£ CNC —Б—В–∞–љ–Њ–Ї . –Х—Б–ї–Є –Ї—В–Њ-—В–Њ —Г–ґ–µ –Є–Љ–µ–µ—В —Г–ґ–µ –Њ–њ—Л—В —А–∞–±–Њ—В—Л —Б –њ—А–Њ–≥—А–∞–Љ–Љ–Њ–є , –Љ–Њ–ґ–µ—В –њ–Њ–і–µ–ї–Є—В—М—Б—П —Б–≤–Њ–Є–Љ–Є –Ј–љ–∞–љ–Є—П–Љ–Є –Є —Б–Њ–≤–µ—В–∞–Љ–Є. –Ш—В–∞–Ї –њ—А–Њ–≥—А–∞–Љ–Љ–∞ :
–°–Ї–∞—З–∞—В—М –њ—А–Њ–≥—А–∞–Љ–Љ—Г –Љ–Њ–ґ–љ–Њ –њ–Њ —Б—Б—Л–ї–Ї–µ: http://www.planet-cnc.com/index.php?page=download –°–Ю–Ф–Х–†–Ц–Р–Э–Ш–Х 1.–Э–∞—Б—В—А–Њ–є–Ї–∞ –њ–∞—А–∞–Љ–µ—В—А–Њ–≤ –њ—А–Њ–≥—А–∞–Љ–Љ—Л –њ–Њ–і –≤–∞—И –І–Я–£. 2. –Я—А–Њ–≤–µ—А–Ї–∞ –Ї–∞–ї–Є–±—А–Њ–≤–Ї–Є –Њ—Б–µ–є —Б—В–∞–љ–Ї–∞. 3.–Я–µ—А–≤–∞—П –і–µ—В–∞–ї—М ––Ю–±—Г—З–µ–љ–Є–µ. 4.–Ь–µ–љ—О —Д–∞–є–ї –Є –њ—А–Њ–≥—А–∞–Љ–Љ–љ—Л–µ –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В–Є. 5.G-–Ъ–Њ–і—Л (—Б–њ—А–∞–≤–Њ—З–љ–∞—П –Є–љ—Д–Њ—А–Љ–∞—Ж–Є—П). –І–∞—Б—В—М 1. –£—А–Њ–Ї –њ–Њ –љ–∞—Б—В—А–Њ–є–Ї–µ –њ–µ—А–µ–≤–µ–і–µ–љ —Б —Б–∞–є—В–∞ WWW:planet-cnc.com) –°—Б—Л–ї–Ї–∞ –љ–∞ –Њ—А–Є–≥–Є–љ–∞–ї http://www.planet-cnc.com/faq/machine_setup/ (—Б—Б—Л–ї–Ї–∞ —Г–ґ–µ –љ–µ –і–µ–є—Б—В–≤–Є—В–µ–ї—М–љ–∞, –Њ—А–Є–≥–Є–љ–∞–ї —Б—В–∞—В—М–Є —Г–і–∞–ї–µ–љ)
–Ъ–∞–Ї –љ–∞—Б—В—А–Њ–Є—В—М –І–Я–£ —Б –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–µ–Љ –њ—А–Њ–≥—А–∞–Љ–Љ–љ–Њ–≥–Њ –Њ–±–µ—Б–њ–µ—З–µ–љ–Є—П –Є –Ї–Њ–љ—В—А–Њ–ї–ї–µ—А–∞ PlanetCNC ? –ѓ –њ–Њ–њ—А–Њ–±—Г—О –њ–Њ–Ї–∞–Ј–∞—В—М –≤–∞–Љ, –Ї–∞–Ї –љ–∞—Б—В—А–Њ–Є—В—М –І–Я–£, –Є—Б–њ–Њ–ї—М–Ј—Г—П PlanetCNC –њ—А–Њ–≥—А–∞–Љ–Љ–љ–Њ–µ –Њ–±–µ—Б–њ–µ—З–µ–љ–Є–µ PlanetCNC. –Ш—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М –њ—А–Є–Љ–µ—А –љ–∞ –Љ–Њ–µ–є –І–Я–£ –Љ–∞—И–Є–љ–µ, –љ–Њ –≤—Л –Љ–Њ–ґ–µ—В–µ —Б–і–µ–ї–∞—В—М –µ–≥–Њ –њ–Њ–і–Њ–±–љ—Л–Љ –Њ–±—А–∞–Ј–Њ–Љ –љ–∞ –≤—Б–µ —В–Є–њ—Л –Љ–∞—И–Є–љ. –Ш—Б–њ–Њ–ї—М–Ј—Г–µ–Љ –Љ–µ—В—А–Є–Ї—Г (–≤ –Љ–Є–ї–ї–Є–Љ–µ—В—А–∞—Е) –µ–і–Є–љ–Є—Ж—Л.
«–®–∞–≥–Є –Ј–∞ –µ–і–Є–љ–Є—Ж—Г» –њ–∞—А–∞–Љ–µ—В—А—Л, –Ї–Њ—В–Њ—А—Л–µ —А–∞—Б—Б—З–Є—В—Л–≤–∞—О—В—Б—П –Є —Г—Б—В–∞–љ–∞–≤–ї–Є–≤–∞—О—В—Б—П.(—Б–Љ.–љ–Є–ґ–µ –≤ —З.2) –Э–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Г–±–µ–і–Є—В—М—Б—П, —З—В–Њ —А–∞—Б—Б—В–Њ—П–љ–Є—П –≤–Њ –≤—Б–µ—Е –љ–∞–њ—А–∞–≤–ї–µ–љ–Є—П—Е –њ—А–Є –і–≤–Є–ґ–µ–љ–Є–Є –Ї–∞—А–µ—В–Њ–Ї –Љ–∞—И–Є–љ—Л —П–≤–ї—П—О—В—Б—П –њ—А–∞–≤–Є–ї—М–љ—Л–Љ–Є. –Х—Б–ї–Є –њ–Њ–Ј–Є—Ж–Є—П –Њ—В–Њ–±—А–∞–ґ–µ–љ–Є—П –Є–Ј–Љ–µ–љ–µ–љ–Є—П 100mm —В–Њ –Љ–∞—И–Є–љ–∞ —В–Њ–ґ–µ –і–Њ–ї–ґ–љ–∞ –і–≤–Є–≥–∞—В—М—Б—П 100–Љ–Љ. –°–љ–∞—З–∞–ї–∞ –Љ—Л –і–Њ–ї–ґ–љ—Л –Ј–∞–і–∞—В—М —Б–Љ–µ—Й–µ–љ–Є—П –Ї –љ—Г–ї—О. –†–∞–±–Њ—З–µ–µ —Б–Љ–µ—Й–µ–љ–Є–µ –і–Њ–ї–ґ–љ–Њ –±—Л—В—М —А–∞–≤–љ–Њ –љ—Г–ї—О, –Ї–Њ–Љ–∞–љ–і–Њ–є "–Љ–∞—И–Є–љ–∞/Offset/Zero". “–Я—Г—Б—В–Њ–є” –Є–љ—Б—В—А—Г–Љ–µ–љ—В –і–Њ–ї–ґ–µ–љ –±—Л—В—М –≤—Л–±—А–∞–љ —Б "–Љ–∞—И–Є–љ–љ—Л–Љ/Tools/Select/Empty" –Є —Б–Љ–µ—Й–µ–љ–Є–µ –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ –і–Њ–ї–ґ–µ–љ–Њ –±—Л—В—М —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ–Њ –≤ –љ–Њ–ї—М –Ї–Њ–Љ–∞–љ–і–Њ–є "–Љ–∞—И–Є–љ—Л/–Є–љ—Б—В—А—Г–Љ–µ–љ—В—Л/Zero —Б–Љ–µ—Й–µ–љ–Є–µ –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞" . –≠—В–Є –Ї–Њ–Љ–∞–љ–і—Л –±—Г–і—Г—В –Њ–±—К—П—Б–љ–µ–љ—Л –њ–Њ–Ј–ґ–µ. –°–µ–є—З–∞—Б –≤–∞–ґ–љ–Њ, —З—В–Њ–±—Л –≤—Б–µ –Њ–±–љ—Г–ї—П–ї–Њ—Б—М. –Ъ–Њ–љ—Ж–µ–≤—Л–µ –≤—Л–Ї–ї—О—З–∞—В–µ–ї–Є Limit switches –Э–∞ –І–Я–£ —П –±—Г–і—Г –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М 5-–Ї–Њ–љ—Ж–µ–≤—Л–µ –≤—Л–Ї–ї—О—З–∞—В–µ–ї–Є. –Ф–≤–∞ –Ї–Њ–љ—Ж–µ–≤—Л—Е –≤—Л–Ї–ї—О—З–∞—В–µ–ї—П –љ–∞ X, –і–≤–∞ –њ–Њ Y –Є –њ–Њ –Њ–і–љ–Њ–Љ—Г –љ–∞ –Њ—Б—М Z. –І—В–Њ–±—Л —Г–±–µ–і–Є—В—М—Б—П, —З—В–Њ –≤—Б–µ –Ї–Њ–љ—Ж–µ–≤–Є–Ї–Є —А–∞–±–Њ—В–∞—О—В –њ—А–Є —А—Г—З–љ–Њ–Љ –љ–∞–ґ–∞—В–Є–Є –љ–∞ –Ї–Њ–љ—Ж–µ–≤–Њ–є –≤—Л–Ї–ї—О—З–∞—В–µ–ї—М –Њ–Ї–љ–Њ –Є–љ–і–Є–Ї–∞—Ж–Є–Є –њ–Њ–ї–Њ–ґ–µ–љ–Є—П —Б—В–∞–љ–µ—В –Ї—А–∞—Б–љ–Њ–≥–Њ –Є–ї–Є —Д–Є–Њ–ї–µ—В–Њ–≤–Њ–≥–Њ —Ж–≤–µ—В–∞.
–°—А–∞–±–∞—В—Л–≤–∞—О—Й–Є–є –Ї–Њ–љ—Ж–µ–≤–Њ–є –≤—Л–Ї–ї—О—З–∞—В–µ–ї—М –і–Њ–ї–ґ–µ–љ –Њ—Б—В–∞–љ–Њ–≤–Є—В—М –Љ–∞—И–Є–љ—Г. –Ь–∞—И–Є–љ–∞ –љ–µ –і–Њ–ї–ґ–љ–∞ –µ—А–µ–і–≤–Є–≥–∞—В—М—Б—П –љ–∞ stop —А–µ–ґ–Є–Љ–µ. –Ф–ї—П —Н—В–Њ–≥–Њ –≤ –Љ–µ–љ—О Settings /–Ю–≥—А–∞–љ–Є—З–µ–љ–Є—П/ –і–∞—В—З–Є–Ї–Є –≤—Л –і–Њ–ї–ґ–љ—Л –њ—А–Њ—Б—В–∞–≤–Є—В—М –≥–∞–ї–Њ—З–Ї–Є –њ–Њ –Њ—Б—П–Љ.
–£–±–µ–і–Є—В–µ—Б—М, —З—В–Њ –Ї–Њ–љ—Ж–µ–≤—Л–µ –≤—Л–Ї–ї—О—З–∞—В–µ–ї–Є —Б—В–Њ–њ–Њ—А—П—В –Љ–∞—И–Є–љ—Г –≤ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–Є –Ї–Њ–љ—Ж–µ–≤–Њ–≥–Њ –≤—Л–Ї–ї—О—З–∞—В–µ–ї—П –Њ—В –љ–∞–ґ–∞—В–Є—П —А—Г–Ї–Њ–є. –Ь–∞—И–Є–љ–∞ –і–Њ–ї–ґ–љ–∞ –Њ—Б—В–∞–љ–Њ–≤–Є—В—М—Б—П. –С—Г–і—М—В–µ –Њ—Б—В–Њ—А–Њ–ґ–љ—Л, —З—В–Њ–±—Л –љ–µ –љ–∞–≤—А–µ–і–Є—В—М —Б–µ–±–µ –і–µ—А–ґ–Є—В–µ —А—Г–Ї–Є –љ–∞ –±–µ–Ј–Њ–њ–∞—Б–љ–Њ–є –і–Є—Б—В–∞–љ—Ж–Є–Є –Њ—В –њ–Њ–і–≤–Є–ґ–љ—Л—Е —З–∞—Б—В–µ–є.
–Ъ–Њ–≥–і–∞ –Љ–∞—И–Є–љ–∞ –Њ—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–µ—В—Б—П, –≤—Л –і–Њ–ї–ґ–љ—Л –њ—А–Њ–≤–µ—А–Є—В—М –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є–µ –≤ –Њ–±—А–∞—В–љ–Њ–Љ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–Є. –Т—Б–µ 5 –Ї–Њ–љ—Ж–µ–≤—Л—Е –≤—Л–Ї–ї—О—З–∞—В–µ–ї–µ–є –і–Њ–ї–ґ–љ—Л –±—Л—В—М –њ—А–Њ–≤–µ—А–µ–љ—Л. –Ъ–Њ–љ—Ж–µ–≤—Л–µ –≤—Л–Ї–ї—О—З–∞—В–µ–ї–Є –Љ–Њ–≥—Г—В –±—Л—В—М –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ—Л –≤ –Ї–∞—З–µ—Б—В–≤–µ —Б–њ—А–∞–≤–Њ—З–љ–Њ–є –Ї–Њ–Љ–Љ—Г—В–∞—Ж–Є–Є. –≠—В–Њ –Њ–Ј–љ–∞—З–∞–µ—В, —З—В–Њ –Љ—Л –±—Г–і–µ–Љ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М –Є—Е, —З—В–Њ–±—Л —Г—Б—В–∞–љ–Њ–≤–Є—В—М –∞–≤—В–Њ–Љ–∞—В –≤ –∞–±—Б–Њ–ї—О—В–љ—Л–µ –Ї–Њ–Њ—А–і–Є–љ–∞—В—Л. –≠—В–Њ –љ–∞–Ј—Л–≤–∞–µ—В—Б—П —Б–∞–Љ–Њ–љ–∞–≤–µ–і–µ–љ–Є–µ.
–°–∞–Љ–Њ—Г—Б—В–∞–љ–Њ–≤–Ї–∞ Homing (–і–Њ–Љ) –Ь—Л –і–Њ–ї–ґ–љ—Л –≤—Л–±—А–∞—В—М, –≥–і–µ —Г –Љ–∞—И–Є–љ—Л –∞–±—Б–Њ–ї—О—В–љ–∞—П –љ—Г–ї–µ–≤–∞—П –њ–Њ–Ј–Є—Ж–Є—П. –Ю–±—Л—З–љ–Њ –Љ–∞—И–Є–љ–∞ —А–∞–±–Њ—В–∞–µ—В –≤ –Њ—В–љ–Њ—Б–Є—В–µ–ї—М–љ—Л—Е –Ї–Њ–Њ—А–і–Є–љ–∞—В–∞—Е, –∞ —Н—В–Њ –Є –љ–µ –≤–∞–ґ–љ–Њ, –≥–і–µ –∞–±—Б–Њ–ї—О—В–љ—Л–є –љ–Њ–ї—М. –Т–∞–ґ–љ–Њ, —З—В–Њ –Њ–љ–∞ –≤—Б–µ–≥–і–∞ –љ–∞—Е–Њ–і–Є—В—Б—П –≤ –Њ–і–љ–Њ–Љ –њ–Њ–ї–Њ–ґ–µ–љ–Є–Є. –ѓ –њ–Њ–ї–Њ–ґ—Г –љ–µ–Ї–Њ—В–Њ—А—Л–µ –ї–µ–љ—В—Л- –Љ–µ—В–Ї–Є , —З—В–Њ–±—Л –Њ—В–Љ–µ—В–Є—В—М –µ–≥–Њ —В–∞–Ї, —З—В–Њ –≤—Л –±—Г–і–µ—В–µ –ї—Г—З—И–µ –≤–Є–і–µ—В—М –љ–∞ –Є–Ј–Њ–±—А–∞–ґ–µ–љ–Є–Є.
–Ш–љ—Б—В—А—Г–Љ–µ–љ—В –њ–Њ–Љ–µ—Й–∞–µ—В—Б—П –≤ —И–њ–Є–љ–і–µ–ї—М –Є –Љ–∞—И–Є–љ–∞ –њ–µ—А–µ–і–≤–Є–љ–µ—В—Б—П –љ–∞ —Н—В–Њ –Љ–µ—Б—В–Њ. –С—Г–і—М—В–µ –Њ—Б—В–Њ—А–Њ–ґ–љ—Л, —З—В–Њ–±—Л –љ–µ —А–∞–Ј–і–∞–≤–Є—В—М –Є–љ—Б—В—А—Г–Љ–µ–љ—В –≤ —Б—В–Њ–ї–µ —Б—В–∞–љ–Ї–∞ –њ—А–Є —Б–њ—Г—Б–Ї–µ –њ–Њ –Њ—Б–Є Z. –Т—Л –Љ–Њ–ґ–µ—В–µ –њ—А–Њ—Б—В–Њ —Б–≤–Њ–±–Њ–і–љ–Њ —Г—Б—В–∞–љ–Њ–≤–Є—В—М –љ–µ –Ј–∞—В—П–љ—Г—В—Л–є –Є–љ—Б—В—А—Г–Љ–µ–љ—В –≤ —И–њ–Є–љ–і–µ–ї–µ –Є –≤ —Б–ї—Г—З–∞–µ –∞–≤–∞—А–Є–Є –љ–Є—З–µ–≥–Њ –љ–µ –±—Г–і–µ—В –њ–Њ–≤—А–µ–ґ–і–µ–љ–Њ.
–≠—В–∞ –њ–Њ–Ј–Є—Ж–Є—П –±—Г–і–µ—В –і–ї—П –Љ–∞—И–Є–љ—Л –∞–±—Б–Њ–ї—О—В–љ—Л–Љ –љ—Г–ї–µ–Љ. –Ъ–Њ–Љ–∞–љ–і—Л –љ–∞ –Є–Ј–Љ–µ–љ–µ–љ–Є–µ –∞–±—Б–Њ–ї—О—В–љ–∞—П –њ–Њ–Ј–Є—Ж–Є–Є –≤ –Љ–µ–љ—О –°—В–∞–љ–Њ–Ї/ –£—Б—В–∞–љ–Њ–≤–Ї–∞ /–Я–Њ–Ј–Є—Ж–Є–Є("Machine/Set Position"). –І—В–Њ–±—Л –Є–Ј–Љ–µ–љ–Є—В—М –∞–±—Б–Њ–ї—О—В–љ—Г—О –њ–Њ–Ј–Є—Ж–Є—О, —Г–±–µ–і–Є—В–µ—Б—М –≤ —В–Њ–Љ, —З—В–Њ —Д–ї–∞–ґ–Њ–Ї –°—В–∞–љ–Њ–Ї/–£—Б—В–∞–љ–Њ–≤–Ї–∞/–Я–Њ–Ј–Є—Ж–Є–Є «–≤–Ї–ї—О—З–Є—В—М» —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ, —З—В–Њ–±—Л –∞–Ї—В–Є–≤–Є—А–Њ–≤–∞—В—М —Н—В–Є –Ї–Њ–Љ–∞–љ–і—Л. –Я–Њ–Ј–ґ–µ –Љ—Л –±—Г–і–µ–Љ —Б–љ–Є–Љ–∞—В—М —Н—В–Њ—В —Д–ї–∞–ґ–Њ–Ї, —З—В–Њ–±—Л –њ—А–µ–і–Њ—В–≤—А–∞—В–Є—В—М –≤ –њ–Њ—Б–ї–µ–і—Г—О—Й–µ–Љ –љ–µ–ґ–µ–ї–∞—В–µ–ї—М–љ–Њ–µ –∞–±—Б–Њ–ї—О—В–љ–Њ–µ –Є–Ј–Љ–µ–љ–µ–љ–Є–µ –њ–Њ–Ј–Є—Ж–Є–Є. –Ґ–µ–њ–µ—А—М –Љ–Њ–ґ–љ–Њ –Ј–∞–њ—Г—Б–Ї–∞—В—М –°—В–∞–љ–Њ–Ї /–£—Б—В–∞–љ–Њ–≤–Ї–∞ /–Я–Њ–Ј–Є—Ж–Є–Є/–Ю–±–љ—Г–ї–Є—В—М ("–Љ–∞—И–Є–љ—Г/Set Position/Zero") –Ї–Њ–Љ–∞–љ–і—Л –Є –Ј–∞–і–∞—В—М –∞–±—Б–Њ–ї—О—В–љ—Г—О –њ–Њ–Ј–Є—Ж–Є—О –≤ –љ–Њ–ї—М.
–Т—Л –Ј–∞–Љ–µ—В–Є—В–µ, —З—В–Њ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ —В–µ–њ–µ—А—М –і–Є—Б–њ–ї–µ–є –њ–Њ–Ї–∞–Ј—Л–≤–∞–µ—В –≤—Б–µ –љ—Г–ї–Є.
–Ь–µ–і–ї–µ–љ–љ–Њ –њ–µ—А–µ–Љ–µ—Б—В–Є—В–µ –Њ—Б–Є Z –і–Њ Z+ –і–Њ –љ–∞–ґ–∞—В–Є—П –Ї–Њ–љ—Ж–µ–≤–Њ–≥–Њ –≤—Л–Ї–ї—О—З–∞—В–µ–ї—П, –Є –Љ–∞—И–Є–љ–∞ –Њ—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–µ—В—Б—П. –Т —Н—В–Њ–Љ –њ–Њ–ї–Њ–ґ–µ–љ–Є–Є –і–Є—Б–њ–ї–µ–є –±—Г–і–µ—В —Д–Є–Њ–ї–µ—В–Њ–≤—Л–є.
–Ч–∞–њ–Є—И–Є—В–µ Z –њ–Њ–Ј–Є—Ж–Є—О (253.8375mm –≤ –і–∞–љ–љ–Њ–Љ —Б–ї—Г—З–∞–µ). –Я–µ—А–µ–Љ–µ—Б—В–Є—В–µ –≤ –Њ–±—А–∞—В–љ–Њ–Љ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–Є —В–∞–Ї, —З—В–Њ–±—Л –Ї–Њ–љ—Ж–µ–≤–Њ–є –≤—Л–Ї–ї—О—З–∞—В–µ–ї—М —Б—В–∞–ї –Њ—В–њ—Г—Й–µ–љ–љ—Л–Љ.
–Я–Њ–≤—В–Њ—А–Є—В–µ —Н—В–Њ –і–ї—П –Њ—Б–Є X. –Ь–µ–і–ї–µ–љ–љ–Њ –њ–µ—А–µ–Љ–µ—Б—В–Є—В–µ –≤ X - –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–Є, –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ –Ї–Њ–љ—Ж–µ–≤–Њ–є –≤—Л–Ї–ї—О—З–∞—В–µ–ї—М –љ–µ –љ–∞–ґ–Љ–µ—В—Б—П , –Є –Љ–∞—И–Є–љ–∞ –Њ—Б—В–∞–љ–Њ–≤–Є—В—Б—П. –Я–Њ–ї–Њ–ґ–µ–љ–Є–µ –љ–∞ –і–Є—Б–њ–ї–µ–µ –±—Г–і–µ—В –Њ—В–Њ–±—А–∞–ґ–∞—В—М—Б—П –Ї—А–∞—Б–љ—Л–Љ —Ж–≤–µ—В–Њ–Љ.
–Ч–∞–њ–Є—И–Є—В–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –њ–Њ –Њ—Б–Є X (-127.6833mm –≤ –і–∞–љ–љ–Њ–Љ —Б–ї—Г—З–∞–µ). –Я–µ—А–µ–і–≤–Є–љ—М—В–µ –≤ –Њ–±—А–∞—В–љ–Њ–Љ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–Є —В–∞–Ї, —З—В–Њ–±—Л –Ї–Њ–љ—Ж–µ–≤–Њ–є –≤—Л–Ї–ї—О—З–∞—В–µ–ї—М —Б—В–∞–ї –Њ—В–њ—Г—Й–µ–љ–љ—Л–Љ. –Ш –Њ–њ—П—В—М –ґ–µ –і–ї—П –Њ—Б–Є Y. –Ь–µ–і–ї–µ–љ–љ–Њ –њ–µ—А–µ–і–≤–Є–љ—М—В–µ –≤ Y - –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–Є –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ –Ї–Њ–љ—Ж–µ–≤–Њ–є –≤—Л–Ї–ї—О—З–∞—В–µ–ї—М –љ–∞–ґ–Љ–µ—В, –Є –Љ–∞—И–Є–љ–∞ –Њ—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–µ—В—Б—П. –Я–Њ–ї–Њ–ґ–µ–љ–Є–µ –љ–∞ –і–Є—Б–њ–ї–µ–µ –±—Г–і–µ—В –Њ—В–Њ–±—А–∞–ґ–∞—В—М—Б—П –Ї—А–∞—Б–љ—Л–Љ —Ж–≤–µ—В–Њ–Љ.
–Ч–∞–њ–Є—И–Є—В–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ Y (-223.6188mm –≤ –і–∞–љ–љ–Њ–Љ —Б–ї—Г—З–∞–µ). –Я–µ—А–µ–і–≤–Є–љ—М—В–µ –≤ –Њ–±—А–∞—В–љ–Њ–Љ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–Є —В–∞–Ї, —З—В–Њ–±—Л –Ї–Њ–љ—Ж–µ–≤–Њ–є –≤—Л–Ї–ї—О—З–∞—В–µ–ї—М –±—Л–ї –Њ—В–њ—Г—Й–µ–љ.
–Ь—Л —Б–µ–є—З–∞—Б —Г –Ї–Њ–љ—Ж–µ–≤—Л—Е –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї–µ–є –і–ї—П –≤—Б–µ—Е 3 –Њ—Б–µ–є, –Є –Љ—Л –Љ–Њ–ґ–µ–Љ —Г—Б—В–∞–љ–Њ–≤–Є—В—М —Б–∞–Љ–Њ–љ–∞–≤–µ–і–µ–љ–Є–µ. –Ю—В–Ї—А–Њ–є—В–µ " –љ–∞—Б—В—А–Њ–є–Ї–Є", –≤ —А–∞–Ј–і–µ–ї–µ "–С–∞–Ј–Є—А–Њ–≤–∞–љ–Є–µ" —Г—Б—В–∞–љ–Њ–≤–Є—В–µ —Д–ї–∞–ґ–Њ–Ї "–≤–Ї–ї—О—З–Є—В—М". –Ю–±—Л—З–љ–Њ –Љ—Л —Е–Њ—В–Є–Љ, —З—В–Њ–±—Л –≥–ї–∞–≤–љ–∞—П –Њ—Б—М Z –±—Л–ї–∞ –њ–µ—А–≤–Њ–є, –њ–Њ—Н—В–Њ–Љ—Г –Љ—Л –њ–Њ—Б—В–∞–≤–Є–ї–Є –Њ—З–µ—А–µ–і–љ–Њ—Б—В—М –њ–µ—А–µ–і–≤–Є–ґ–µ–љ–Є—П –і–ї—П Z –Њ—Б–Є "1". –Ґ–Њ–≥–і–∞ –Љ—Л –±—Г–і–µ–Љ home X –Є Y, –≤ —В–Њ –ґ–µ –≤—А–µ–Љ—П, –њ–Њ—Н—В–Њ–Љ—Г –Љ—Л –њ–Њ—Б—В–∞–≤–Є–ї–Є "–њ–Њ—Б–ї–µ–і–Њ–≤–∞—В–µ–ї—М–љ–Њ—Б—В–Є" X " –Є " Y "2". –Ъ–Њ–≥–і–∞ –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є —Б—А–∞–±–∞—В—Л–≤–∞–µ—В –Ї–Њ–љ—Ж–µ–≤–Њ–є –≤—Л–Ї–ї—О—З–∞—В–µ–ї—М –≤–Њ –≤—А–µ–Љ—П —Б–∞–Љ–Њ–љ–∞–≤–µ–і–µ–љ–Є—П ,—Б—В–∞–љ–Њ–Ї –Њ—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–µ—В—Б—П –љ–µ –Љ–Њ–Љ–µ–љ—В–∞–ї—М–љ–Њ ,–њ–Њ—Н—В–Њ–Љ—Г –Љ—Л –і–Њ–ї–ґ–љ—Л –њ–Њ–і—Е–Њ–і–Є—В—М –Ї –Ї–Њ–љ—Ж–µ–≤–Њ–Љ—Г –≤—Л–Ї–ї—О—З–∞—В–µ–ї—О —Б –Ј–∞–Љ–µ–і–ї–µ–љ–љ–Њ–є —Б–Ї–Њ—А–Њ—Б—В—М—О. –Т —Н—В–Њ–Љ —Г—А–Њ–Ї–µ –Љ—Л —Г—Б—В–∞–љ–Њ–≤–Є–Љ "—Б–Ї–Њ—А–Њ—Б—В—М" 500–Љ–Љ/–Љ–Є–љ, –љ–Њ –≤—Б–µ –Љ–∞—И–Є–љ—Л —А–∞–Ј–љ—Л–µ, –Є –≤—Л –і–Њ–ї–ґ–љ—Л –љ–∞–є—В–Є —В–Њ, —З—В–Њ —А–∞–±–Њ—В–∞–µ—В —Г –≤–∞—Б. –Ь—Л –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–ї–Є Z+, X - –Є Y - –Ї–Њ–љ–µ—З–љ—Л–µ –≤—Л–Ї–ї—О—З–∞—В–µ–ї–Є –≤ —Н—В–Њ–Љ —Г—А–Њ–Ї–µ. –Э–∞–≤–µ—А–љ–Њ–µ, –≤—Л –Ј–∞–Љ–µ—З–∞–ї–Є, —З—В–Њ –Ї–Њ–≥–і–∞ –≤—Л–Ї–ї—О—З–∞—В–µ–ї—М —Б—А–∞–±–∞—В—Л–≤–∞–µ—В, –љ—Г–ґ–љ–Њ –Њ—В–Њ–і–≤–Є–љ—Г—В—М –Ї–∞—А–µ—В–Ї—Г –љ–∞–Ј–∞–і –љ–∞ –Ї–Њ—А–Њ—В–Ї–Њ–µ —А–∞—Б—Б—В–Њ—П–љ–Є–µ, —З—В–Њ–±—Л –Њ—Б–≤–Њ–±–Њ–і–Є—В—М –µ–≥–Њ( –њ—А–Є–Љ–µ—З–∞–љ–Є–µ:–њ—А–Є –Ј–∞–±–ї–Њ–Ї–Є—А–Њ–≤–∞–љ–љ–Њ–Љ –Ї–Њ–љ–µ—З–љ–Є–Ї–µ –Њ–і–љ–Њ–є –Њ—Б–Є –і—А—Г–≥–Є–µ –љ–µ —Б—А–∞–±–Њ—В–∞—О—В –њ—А–Є –љ–∞–ґ–∞—В–Є–Є –Ї–љ–Њ–њ–Њ–Ї –њ—Г–ї—М—В–∞) –Э–µ–Ї–Њ—В–Њ—А—Л–Љ –Ї–Њ–Љ–Љ—Г—В–∞—В–Њ—А–∞–Љ –љ—Г–ґ–љ–Њ –±–Њ–ї—М—И–µ–µ —А–∞—Б—Б—В–Њ—П–љ–Є–µ, –љ–µ–Ї–Њ—В–Њ—А—Л–Љ –Њ—З–µ–љ—М –Љ–∞–ї–µ–љ—М–Ї–Є–µ, –љ–Њ –≤—Б–µ –Ї–Њ–Љ–Љ—Г—В–∞—В–Њ—А—Л –≤ —Н—В–Њ–Љ –љ—Г–ґ–і–∞—О—В—Б—П(–Є–Ј-–Ј–∞ –Є–љ–µ—А—Ж–Є–Є –њ—А–Є–≤–Њ–і–Њ–≤ –Є –і–≤–Є–≥–∞—В–µ–ї–µ–є). –Ф–ї—П –≤—Л–Ї–ї—О—З–∞—В–µ–ї–µ–є –љ–∞ —Н—В–Њ–є –Љ–∞—И–Є–љ–µ 3 –Љ–Љ —П–≤–ї—П–µ—В—Б—П —Е–Њ—А–Њ—И–Є–Љ –Ј–љ–∞—З–µ–љ–Є–µ–Љ. –≠—В—Г —Г—Б—В–∞–љ–Њ–≤–Ї—Г –љ–∞–Ј–Њ–≤–µ–Љ –Ї–∞–Ї "–≤–Њ–Ј–≤—А–∞—Й–µ–љ–Є–µ —А–∞—Б—Б—В–Њ—П–љ–Є—П". –Я–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М —В—А–µ–±—Г–µ—В –≥–Њ—А–∞–Ј–і–Њ –Љ–µ–љ—М—И–µ —А–∞—Б—Б—В–Њ—П–љ–Є–µ, –љ–Њ —Н—В–Њ —Е–Њ—А–Њ—И–µ–µ –±–µ–Ј–Њ–њ–∞—Б–љ–Њ–µ –Ј–љ–∞—З–µ–љ–Є–µ. –Э–µ –Є—Б–њ–Њ–ї—М–Ј—Г–є—В–µ 0! –Ь—Л –±—Г–і–µ–Љ –і–Њ–±–∞–≤–ї—П—В—М/–≤—Л—З–Є—В–∞—В—М 3–Љ–Љ , –Ї–Њ—В–Њ—А—Л–µ –Љ—Л –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–ї–Є –і–ї—П "–≤–Њ–Ј–≤—А–∞—Й–µ–љ–Є—П –љ–∞ —А–∞—Б—Б—В–Њ—П–љ–Є–µ". –° "Go To" –Љ—Л —Г—Б—В–∞–љ–Њ–≤–Є–ї–Є, –≥–і–µ –Љ—Л —Е–Њ—В–Є–Љ, —З—В–Њ–±—Л –Љ–∞—И–Є–љ–∞ –і–≤–Є–≥–∞–ї–∞—Б—М –њ–Њ—Б–ї–µ –Ї–Њ–љ—Ж–µ–≤–Њ–≥–Њ –≤—Л–Ї–ї—О—З–∞—В–µ–ї—П. –Ь–∞—И–Є–љ–∞ –±—Г–і–µ—В –љ–∞ —Н—В–Њ–Љ –Љ–µ—Б—В–µ –њ–Њ—Б–ї–µ –≤–Њ–Ј–≤—А–∞—Й–µ–љ–Є—П. –Ю–±—Л—З–љ–Њ —Н—В–Њ X0 Y0 –Є Z –≤ –Ї–∞–Ї–Њ–є-—В–Њ –±–µ–Ј–Њ–њ–∞—Б–љ–Њ–є –≤—Л—Б–Њ—В–µ. –Ґ–µ–њ–µ—А—М –Љ—Л –Ј–љ–∞–µ–Љ, —З—В–Њ –і–ї—П –Љ–∞—И–Є–љ—Л –≤—Л—Б–Њ–Ї–∞—П Z –њ–Њ–Ј–Є—Ж–Є—П 250.84 (–Љ—Л –њ—А–Њ–≤–µ—А—П–ї–Є —Н—В–Њ –љ–µ—Б–Ї–Њ–ї—М–Ї–Њ —И–∞–≥–Њ–≤ –љ–∞–Ј–∞–і) —В–∞–Ї Z200 –±—Г–і–µ—В –Њ–њ—В–Є–Љ–∞–ї—М–љ–Њ–є –±–µ–Ј–Њ–њ–∞—Б–љ–Њ–є –≤—Л—Б–Њ—В–Њ–є.
–Ю–±—Л—З–љ–Њ –Љ–∞—И–Є–љ–∞ –≤ –њ–µ—А–≤—Г—О –Њ—З–µ—А–µ–і—М –њ–µ—А–µ–Љ–µ—Й–∞–µ—В—Б—П –Њ—В –≤—Б–µ—Е –Ї–Њ–љ—Ж–µ–≤—Л—Е –≤—Л–Ї–ї—О—З–∞—В–µ–ї–µ–є ,–Њ—В –њ–µ—А–≤–Њ–≥–Њ –Є –Є–і–µ—В –≤ –Ї–Њ–љ–µ—З–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ . –Х—Б–ї–Є –Љ—Л —Е–Њ—В–Є–Љ –Є–Ј–Љ–µ–љ–Є—В—М —Н—В–Њ—В –њ–Њ—А—П–і–Њ–Ї –Є –і–≤–Є–≥–∞—В—М—Б—П –Ї –Ї–Њ–љ–µ—З–љ–Њ–є –њ–Њ–Ј–Є—Ж–Є–Є, –Ї–∞–Ї —В–Њ–ї—М–Ї–Њ —Б—А–∞–±–∞—В—Л–≤–∞–µ—В –Ї–Њ–љ—Ж–µ–≤–Њ–є –≤—Л–Ї–ї—О—З–∞—В–µ–ї—М, –Љ—Л –Љ–Њ–ґ–µ–Љ –њ—А–Њ–≤–µ—А–Є—В—М "–Є–і–Є –њ–µ—А–≤—Л–Љ". –Э–µ–Ї–Њ—В–Њ—А—Л–µ –Љ–∞—И–Є–љ—Л –љ—Г–ґ–і–∞—О—В—Б—П –≤ —Н—В–Њ–Љ, —З—В–Њ–±—Л –Є–Ј–±–µ–ґ–∞—В—М –Ј–∞–ґ–Є–Љ–Њ–≤. –≠—В–∞ –Љ–∞—И–Є–љ–∞ –љ–µ –љ—Г–ґ–і–∞–µ—В—Б—П –≤ —Н—В–Њ–Љ. ( –љ–∞–Ј–љ–∞—З–µ–љ–Є–µ –њ–µ—А–≤–Њ–Њ—З–µ—А–µ–і–љ–Њ—Б—В–Є –і–≤–Є–ґ–µ–љ–Є—П –Њ—Б–µ–є –Љ–∞—И–Є–љ—Л –њ—А–Є –≤–Њ–Ј–≤—А–∞—Й–µ–љ–Є–Є –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ HOMING). –Т–Њ—В –≤—Б–µ —Н—В–Є –њ–∞—А–∞–Љ–µ—В—А—Л:
–Ь—Л –Љ–Њ–ґ–µ–Љ –Ј–∞–Ї—А—Л—В—М –љ–∞—Б—В—А–Њ–є–Ї–Є –Є "–Љ–∞—И–Є–љ–∞/Home" –Ї–Њ–Љ–∞–љ–і–∞ –±—Г–і–µ—В –≤–Ї–ї—О—З–µ–љ–∞ (–µ—Б–ї–Є –љ–µ –љ–∞–ґ–Љ–Є—В–µ –Ї–љ–Њ–њ–Ї—Г E-stop –і–≤–∞ —А–∞–Ј–∞, —З—В–Њ–±—Л —Б–љ–Њ–≤–∞ –Њ–±–љ–Њ–≤–Є–ї—Б—П –і–Є—Б–њ–ї–µ–є).
–Ь—Л –≥–Њ—В–Њ–≤—Л –≤—Л–њ–Њ–ї–љ–Є—В—М –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є–µ "–Љ–∞—И–Є–љ–∞/–і–Њ–Љ" . –Э–∞ –њ–∞–љ–µ–ї–Є –Є–љ—Б—В—А—Г–Љ–µ–љ—В–Њ–≤ —Б—Г—Й–µ—Б—В–≤—Г–µ—В –і–ї—П —Б–≤–Њ—П –Ї–љ–Њ–њ–Ї–∞ –Я–Њ –≤–Њ–Ј–≤—А–∞—Й–µ–љ–Є–Є –Љ–∞—И–Є–љ—Л –≤ X0 Y0 Z200. –≠—В–Њ —В–Њ—З–љ–Њ 200mm –љ–∞–і –Љ–∞—А–Ї–Є—А–Њ–≤–Ї–Њ–є, —З—В–Њ –Љ—Л —Б–і–µ–ї–∞–ї–Є.
–Ь–∞—И–Є–љ–∞ –Њ—В—Б—В—А–Њ–µ–љ–∞ –Є —В–µ–њ–µ—А—М –Љ—Л –Љ–Њ–ґ–µ–Љ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М –∞–±—Б–Њ–ї—О—В–љ—Л–µ –Ї–Њ–Њ—А–і–Є–љ–∞—В—Л. –Ь—Л –Љ–Њ–ґ–µ–Љ –і–≤–Є–≥–∞—В—М –Љ–∞—И–Є–љ—Г –≤ –ї—О–±–Њ–µ –Љ–µ—Б—В–Њ, –Є –Љ—Л –±—Г–і–µ–Љ —В–Њ—З–љ–Њ –Ј–љ–∞—В—М, –≥–і–µ –Њ–љ–∞ –љ–∞—Е–Њ–і–Є—В—Б—П. –Т–∞–ґ–љ–Њ –љ–µ –Є–Ј–Љ–µ–љ—П—В—М –∞–±—Б–Њ–ї—О—В–љ—Г—О –њ–Њ–Ј–Є—Ж–Є—О. –І—В–Њ-–±—Л –≤ –і–∞–ї—М–љ–µ–є—И–µ–Љ –љ–µ –Є–Ј–Љ–µ–љ–Є—В—М –Ј–љ–∞—З–µ–љ–Є—П –∞–±—Б–Њ–ї—О—В–љ–Њ–є –њ–Њ–Ј–Є—Ж–Є–Є –Љ—Л —Б–љ–Є–Љ–µ–Љ —Д–ї–∞–ґ–Њ–Ї "–Љ–∞—И–Є–љ–∞/Set Position/Enable" —Б–µ–є—З–∞—Б.
–Х—Б–ї–Є –њ–Њ –Ї–∞–Ї–Њ–є-–ї–Є–±–Њ –њ—А–Є—З–Є–љ–µ –≤–∞—И–∞ –Љ–∞—И–Є–љ–∞ –њ–Њ—В–µ—А—П–µ—В –≤—Л—Б—В–∞–≤–ї–µ–љ–љ—Л–µ –Ј–љ–∞—З–µ–љ–Є—П , –≤—Л –і–Њ–ї–ґ–љ—Л –±—Г–і–µ—В–µ –њ–Њ–≤—В–Њ—А–Є—В—М –љ–∞—Б—В—А–Њ–є–Ї—Г —Б–љ–Њ–≤–∞ –Ї–∞–Ї –Њ–њ–Є—Б–∞–љ–Њ –≤—Л—И–µ , —В.–µ.–≤—Л—Б—В–∞–≤–Є—В—М —Д–ї–∞–ґ–Њ–Ї "–Љ–∞—И–Є–љ–∞/Set Position/Enable" –Є –њ–Њ–≤—В–Њ—А–Є—В—М –≤—Б–µ —Б–љ–∞—З–∞–ї–∞.
Table size –Ю–≥—А–∞–љ–Є—З–µ–љ–Є—П (—А–∞–±–Њ—З–µ–є –Ј–Њ–љ—Л —Б—В–Њ–ї–∞) –Ґ–µ–њ–µ—А—М –Љ—Л –Љ–Њ–ґ–µ–Љ –њ–µ—А–µ–і–≤–Є–≥–∞—В—М –Љ–∞—И–Є–љ—Г –≤ –ї—О–±–Њ–µ –Љ–µ—Б—В–Њ –Є –±—Г–і–µ–Љ —В–Њ—З–љ–Њ –Ј–љ–∞—В—М, –≥–і–µ –Є–Љ–µ–љ–љ–Њ –Љ—Л –Љ–Њ–ґ–µ–Љ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М —Н—В–Њ, —З—В–Њ–±—Л –Є–Ј–Љ–µ—А–Є—В—М —Б—В–Њ–ї —Б—В–∞–љ–Ї–∞. –Ь—Л –±—Г–і–µ–Љ –Љ–µ–і–ї–µ–љ–љ–Њ –і–≤–Є–≥–∞—В—М –Љ–∞—И–Є–љ–∞ –і–ї—П X+ –Є Y+ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–є –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ –Ї–Њ–љ—Ж–µ–≤–Њ–є –≤—Л–Ї–ї—О—З–∞—В–µ–ї—М —Б—А–∞–±–Њ—В–∞–µ—В, –∞ –Ј–∞—В–µ–Љ –љ–µ–Љ–љ–Њ–≥–Њ –љ–∞–Ј–∞–і —В–∞–Ї, —З—В–Њ –±—Л –≤—Л–Ї–ї—О—З–∞—В–µ–ї—М –±—Л–ї –Њ—В–њ—Г—Й–µ–љ. –Ч–∞–њ–Є—И–Є—В–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ. –≠—В–Њ X813.8000mm –Є Y460.4208mm.
–Ш–Ј–Љ–µ—А–µ–љ–љ—Л–µ –і–∞–љ–љ—Л–µ –Љ—Л –Ј–∞–љ–µ—Б–µ–Љ –≤ —В–∞–±–ї–Є—Ж—Л –љ–∞—Б—В—А–Њ–µ–Ї –Є –±—Г–і–µ–Љ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М –і–ї—П —Г—Б—В–∞–љ–Њ–≤–Ї–Є –ї–Є–Љ–Є—В–Њ–≤ –Є –≤–Ї–ї—О—З–µ–љ–Є—П –Љ—П–≥–Ї–Є—Е –Њ–≥—А–∞–љ–Є—З–µ–љ–Є—П. –Э–∞ 3D-–і–Є—Б–њ–ї–µ–µ –±—Г–і–µ—В –Њ—В—А–∞–ґ–µ–љ–Њ —А–∞–±–Њ—З–µ–µ –њ—А–Њ—Б—В—А–∞–љ—Б—В–≤–Њ –≤–∞—И–µ–є –Љ–∞—И–Є–љ—Л –љ–∞ –Ї–Њ—В–Њ—А–Њ–Љ –≤ –њ–Њ—Б–ї–µ–і—Г—О—Й–µ–Љ –±—Г–і–µ—В –≤–Є–і–љ–Њ –Ї–∞–Ї —А–∞—Б–њ–Њ–ї–Њ–ґ–Є—В—М—Б—П –љ–∞ —Б—В–Њ–ї–µ –≤–∞—И–∞ –і–µ—В–∞–ї—М .
–†–∞–±–Њ—З–Є–є —Б—В–Њ–ї.
(Settings –—А–∞–љ–љ—П—П –≤–µ—А—Б–Є—П) –Ь—П–≥–Ї–Є–µ –Њ–≥—А–∞–љ–Є—З–µ–љ–Є—П Soft limits –Ь—П–≥–Ї–Є–µ –Њ–≥—А–∞–љ–Є—З–µ–љ–Є—П –Є—Б–њ–Њ–ї—М–Ј—Г—О—В—Б—П, —З—В–Њ–±—Л –Ј–∞–Љ–µ–і–ї–Є—В—М –Љ–∞—И–Є—Г, —З—В–Њ–±—Л –Њ—Б—В–∞–љ–Њ–≤–Є—В—М, –њ—А–µ–ґ–і–µ —З–µ–Љ –Љ–∞—И–Є–љ–∞ –Њ—Б—В–∞–љ–Њ–≤–Є–ї–∞—Б—М –љ–∞ –Ї–Њ–љ—Ж–µ–≤—Л—Е –≤—Л–Ї–ї—О—З–∞—В–µ–ї–µ—П—Е –і–Њ –µ–≥–Њ –Њ—В–Ї–∞–Ј–∞. –ѓ —А–µ–Ї–Њ–Љ–µ–љ–і—Г—О "–Љ—П–≥–Ї–Є–µ –Њ–≥—А–∞–љ–Є—З–µ–љ–Є—П –Ј–∞–Љ–µ–і–ї–µ–љ–Є—П" –Є "–Љ—П–≥–Ї–Є–µ –Њ–≥—А–∞–љ–Є—З–µ–љ–Є—П –ґ–µ—Б—В–Ї–Є–µ" –њ–∞—А–∞–Љ–µ—В—А—Л –њ—А–Њ–≤–µ—А—П–Є—В—М. –Ш–љ–Њ–≥–і–∞ –љ—Г–ґ–љ–Њ –Њ—В–Ї–ї—О—З–Є—В—М –Љ—П–≥–Ї–Є–µ –Њ–≥—А–∞–љ–Є—З–µ–љ–Є—П –Є –µ—Б—В—М –Ї–Њ–Љ–∞–љ–і–∞ –і–ї—П —Н—В–Њ–≥–Њ –≤ –Љ–µ–љ—О "Machine/Soft Limits". –Ъ–Њ–≥–і–∞ –Љ—П–≥–Ї–Њ–µ –Њ–≥—А–∞–љ–Є—З–µ–љ–Є–µ —Б—А–∞–±–∞—В—Л–≤–∞–µ—В –Є–љ–і–Є–Ї–∞—Ж–Є—П –њ–Њ–ї–Њ–ґ–µ–љ–Є—П –Ї–Њ–Њ—А–і–Є–љ–∞—В –±—Г–і–µ—В –ґ–µ–ї—В–Њ–≥–Њ —Ж–≤–µ—В–∞.
( –Ь–Њ–µ –њ—А–Є–Љ–µ—З–∞–љ–Є–µ : –Т –љ–Њ–≤–Њ–є –≤–µ—А—Б–Є–Є –њ—А–Њ–≥—А–∞–Љ–Љ—Л —Д—Г–љ–Ї—Ж–Є—П –Љ—П–≥–Ї–Є–µ –Њ–≥—А–∞–љ–Є—З–µ–љ–Є—П (Soft Limis) —Г–ґ–µ –Њ—В—Б—Г—В—Б—В–≤—Г–µ—В).
(Settings – –љ–Њ–≤–∞—П –≤–µ—А—Б–Є—П) –Ш–Ј–Љ–µ—А–Є—В–µ–ї—М–љ—Л–є –Є–љ—Б—В—А—Г–Љ–µ–љ—В —Б —Д–Є–Ї—Б–Є—А–Њ–≤–∞–љ–љ—Л–Љ —Б–Љ–µ—Й–µ–љ–Є–µ–Љ –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ –і–∞—В—З–Є–Ї–∞ Measuring tool offset with fixed tool sensor –Ґ–µ–њ–µ—А—М –Љ—Л –Љ–Њ–ґ–µ–Љ —Г—Б—В–∞–љ–Њ–≤–Є—В—М —Б—В–∞—Ж–Є–Њ–љ–∞—А–љ—Л–є –і–∞—В—З–Є–Ї –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞. –°—В–∞—Ж–Є–Њ–љ–∞—А–љ—Л–є –Є–љ—Б—В—А—Г–Љ–µ–љ—В, –і–∞—В—З–Є–Ї, –Ї–∞–Ї –њ—А–∞–≤–Є–ї–Њ, –Є—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П –і–ї—П –Є–Ј–Љ–µ—А–µ–љ–Є—П –і–ї–Є–љ—Л —Б–Љ–µ—Й–µ–љ–Є—П –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ . –Э–∞–Љ –љ—Г–ґ–љ–Њ –Љ–∞—И–Є–љ—Г —А–∞—Б–њ–Њ–ї–Њ–ґ–Є—В—М —В–∞–Ї, —З—В–Њ –±—Л –Љ—Л –Љ–Њ–≥–ї–Є –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М –∞–±—Б–Њ–ї—О—В–љ—Л–µ –њ–Њ–Ј–Є—Ж–Є–Є. –Э–∞ –Љ–∞—И–Є–љ–µ –і–ї—П —Н—В–Њ–≥–Њ —Г—А–Њ–Ї–∞ –Є—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П —Б—В–∞—Ж–Є–Њ–љ–∞—А–љ—Л–є –Є–љ—Б—В—А—Г–Љ–µ–љ—В, –і–∞—В—З–Є–Ї —А–∞—Б–њ–Њ–ї–∞–≥–∞–µ—В—Б—П –≤ —Г–≥–ї—Г –Є –њ–Њ–і–Ї–ї—О—З–µ–љ –Ї INPUT5 pin. –Т —Н—В–Њ–Љ —Г—А–Њ–Ї–µ —П –Є—Б–њ–Њ–ї—М–Ј—Г—О –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М —Б —А—Л—З–∞–≥–Њ–Љ, –Ї–Њ—В–Њ—А—Л–є —Е–Њ—А–Њ—И –і–ї—П —Г—З–µ–±–љ–Є–Ї–∞, –љ–Њ –љ–µ —Б–ї–µ–і—Г–µ—В –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М –љ–∞ —А–µ–∞–ї—М–љ–Њ–є –Љ–∞—И–Є–љ–µ. –Я–µ—А–µ–Ї–ї—О—З–Є—В–µ —А—Л—З–∞–≥ –љ–µ –≥–Њ—А–Є–Ј–Њ–љ—В–∞–ї—М–љ–Њ , –Є —Н—В–Њ –љ–µ –і–∞—Б—В —В–Њ—З–љ—Л—Е —А–µ–Ј—Г–ї—М—В–∞—В–Њ–≤.
–°–љ–∞—З–∞–ї–∞ –Љ—Л –≤–Ї–ї—О—З–Є–Љ –Є–љ—Б—В—А—Г–Љ–µ–љ—В –і–∞—В—З–Є–Ї–∞ –≤ –љ–∞—Б—В—А–Њ–є–Ї–∞—Е. –≠—В–Њ –њ–Њ–Ј–≤–Њ–ї–Є—В –і–∞—В—З–Є–Ї—Г, —Б–≤—П–Ј–∞—В—М –Љ–µ–љ—О —Б –Ї–Њ–Љ–∞–љ–і–∞–Љ–Є. –Ч–∞—В–µ–Љ –љ–∞–Љ –љ—Г–ґ–љ–Њ –њ—А–Њ–≤–µ—А–Є—В—М, —А–∞–±–Њ—В–∞–µ—В –ї–Є –Њ–љ. –Ф–∞—В—З–Є–Ї —В—А–Є–≥–≥–µ—А —Б–Њ —Б—В–Њ—А–Њ–љ—Л. –°–ї–Њ–≤–Њ "–і–∞—В—З–Є–Ї" –і–Њ–ї–ґ–µ–љ –њ–Њ—П–≤–Є—В—М—Б—П –љ–∞ –њ—А–Њ–≥—А–∞–Љ–Љ–љ–Њ–Љ –Њ–±–µ—Б–њ–µ—З–µ–љ–Є–Є –≤ —Б—В–∞—В—Г—Б –±–∞—А–µ. –Ґ–µ–њ–µ—А—М –љ–∞–Љ –љ—Г–ґ–љ–Њ –њ—А–Њ–≤–µ—А–Є—В—М, –Њ—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–µ—В –ї–Є –і–∞—В—З–Є–Ї –Љ–∞—И–Є–љ—Г. –Я–µ—А–µ–і–≤–Є–љ—М—В–µ –Љ–∞—И–Є–љ—Г –Њ—В –і–∞—В—З–Є–Ї–Њ–≤ –≤ –≤—Л—Б–Њ–Ї–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –њ–Њ –Њ—Б–Є Z. –Ч–∞—В–µ–Љ –Љ–µ–і–ї–µ–љ–љ–Њ –њ–µ—А–µ–і–≤–Є–љ—М—В–µ –≤–љ–Є–Ј –Є –љ–∞–ґ–Љ–Є—В–µ —Д–Є–Ї—Б–Є—А–Њ–≤–∞–љ–љ—Л–є —Б–µ–љ—Б–Њ—А –≤—А—Г—З–љ—Г—О. –Ь–∞—И–Є–љ–∞ –і–Њ–ї–ґ–љ–∞ –Њ—Б—В–∞–љ–Њ–≤–Є—В—М—Б—П. –Я–µ—А–µ–і–≤–Є–љ—М—В–µ –Љ–∞—И–Є–љ—Г , —В–∞–Ї —З—В–Њ –±—Л –Є–љ—Б—В—А—Г–Љ–µ–љ—В –љ–∞—Е–Њ–і–Є—В—Б—П –њ—А—П–Љ–Њ –љ–∞–і –і–∞—В—З–Є–Ї–Њ–Љ. –Ь–µ–і–ї–µ–љ–љ–Њ –њ–µ—А–µ–і–≤–Є–љ—М—В–µ –≤–љ–Є–Ј –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ –Є–љ—Б—В—А—Г–Љ–µ–љ—В –Ї–Њ—Б–љ–µ—В—Б—П —В—А–Є–≥–≥–µ—А–∞ –і–∞—В—З–Є–Ї–∞ –Є –Њ—Б—В–∞–љ–Њ–≤–Є—В—Б—П. –Ч–∞–њ–Є—И–Є—В–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ. –Т –і–∞–љ–љ–Њ–Љ —Б–ї—Г—З–∞–µ —Н—В–Њ X-111.6854mm, Y453.2417mm, Z34.8979mm
–Ю—В–Ї—А–Њ–є—В–µ –љ–∞—Б—В—А–Њ–є–Ї–Є —Б–љ–Њ–≤–∞, —А–∞–Ј–і–µ–ї "–Ф–∞—В—З–Є–Ї", –≥—А—Г–њ–њ–∞ "–Э–µ–њ–Њ–і–≤–Є–ґ–љ—Л–є –і–∞—В—З–Є–Ї". –Ч–∞–њ–Є—И–µ–Љ —В—Г–і–∞ X " –Є " Y "–Љ–µ—Б—В–Њ–њ–Њ–ї–Њ–ґ–µ–љ–Є–µ" –љ–∞—И–µ–≥–Њ –і–∞—В—З–Є–Ї–∞. –Ь—Л –Љ–Њ–≥–ї–Є –±—Л —В–∞–Ї–ґ–µ —Г—Б—В–∞–љ–Њ–≤–Є—В—М –≤–≤–Њ–і —Б–ї–µ–і—Г—О—Й–µ–≥–Њ –і–≤–Є–ґ–µ–љ–Є—П, –љ–Њ –і–ї—П –±–Њ–ї—М—И–Є–љ—Б—В–≤–∞ –Љ–∞—И–Є–љ —Н—В–Њ –љ–Њ–ї—М. –Э–∞–Љ –љ—Г–ґ–љ–Њ —Г—Б—В–∞–љ–Њ–≤–Є—В—М "—Б–Ї–Њ—А–Њ—Б—В—М", –Ї–Њ—В–Њ—А–∞—П –і–Њ–ї–ґ–љ–∞ –±—Л—В—М –Љ–∞–ї–µ–љ—М–Ї–Њ–є –Є–Ј-–Ј–∞ –љ–µ –Љ–≥–љ–Њ–≤–µ–љ–љ–Њ–є –Њ—Б—В–∞–љ–Њ–≤–Ї–Є –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ –љ–∞ –і–∞—В—З–Є–Ї–µ. "–Э–∞–њ—А–∞–≤–ї–µ–љ–Є–µ", –Ї–∞–Ї –њ—А–∞–≤–Є–ї–Њ, —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ–Њ - . –Ш–Ј-–Ј–∞ –і–ї–Є–љ–љ–Њ–≥–Њ —А—Л—З–∞–≥–∞, –љ–∞ –Љ–Њ–µ–Љ –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї–µ –і–∞—В—З–Є–Ї–∞ "–≤–Њ–Ј–≤—А–∞—Й–µ–љ–Є–µ —А–∞—Б—Б—В–Њ—П–љ–Є–µ" –і–Њ–≤–Њ–ї—М–љ–Њ —И–Є—А–Њ–Ї–Њ. –ѓ —Г—Б—В–∞–љ–Њ–≤–ї—О –µ–≥–Њ –љ–∞ 5–Љ–Љ. –Ь—Л —В–∞–Ї–ґ–µ –Є–Љ–µ–µ–Љ Z –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –і–∞—В—З–Є–Ї–∞ –Є –Љ—Л –Љ–Њ–ґ–µ–Љ —Г—Б—В–∞–љ–Њ–≤–Є—В—М "Set Position Z" –Ј–љ–∞—З–µ–љ–Є–µ.
–Ь—Л –і–Њ–ї–ґ–љ—Л –і–Њ–±–∞–≤–Є—В—М, 5–Љ–Љ, –Ї–Њ—В–Њ—А—Л–є –Љ—Л –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–ї–Є –і–ї—П "–≤–Њ–Ј–≤—А–∞—Й–µ–љ–Є—П –љ–∞ —А–∞—Б—Б—В–Њ—П–љ–Є–Є". –Ю–±—Л—З–љ–Њ –Љ—Л —Е–Њ—В–Є–Љ –і–≤–Є–≥–∞—В—М—Б—П –Ї–∞—А–µ—В–Ї—Г –Љ–∞—И–Є–љ—Л –љ–∞ –Љ–∞–Ї—Б–Є–Љ–∞–ї—М–љ–Њ –≤–Њ–Ј–Љ–Њ–ґ–љ—Г—О Z –≤—Л—Б–Њ—В–∞. –≠—В–∞ –Љ–∞—И–Є–љ–∞ –Є–Љ–µ–µ—В Z+ –ї–Є–Љ–Є—В —З—Г—В—М –≤—Л—И–µ 250–Љ–Љ. 250–Љ–Љ –±—Г–і–µ—В —Е–Њ—А–Њ—И–µ–µ —Б–Њ–Њ—В–љ–Њ—И–µ–љ–Є–µ "–±–µ–Ј–Њ–њ–∞—Б–љ–Њ–є –≤—Л—Б–Њ—В—Л". –§–ї–∞–ґ–Њ–Ї "–Т–Њ–Ј–≤—А–∞—Й–µ–љ–Є–µ" –њ–Њ–Ј–≤–Њ–ї—П–µ—В –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є –≤–Њ–Ј–≤—А–∞—Й–∞—В—М—Б—П –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –њ–µ—А–µ–і –Є–Ј–Љ–µ—А–µ–љ–Є–µ–Љ –і–ї–Є–љ—Л –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞.
–Ґ–µ–њ–µ—А—М –Љ—Л –Љ–Њ–ґ–µ–Љ –њ—А–Њ–≤–µ—А–Є—В—М —Б–Њ–≤–Љ–µ—Б—В–љ—Г—О —А–∞–±–Њ—В—Г —Д–Є–Ї—Б–Є—А–Њ–≤–∞–љ–љ–Њ–≥–Њ –і–∞—В—З–Є–Ї–∞ –Є —Б–Љ–µ—Й–µ–љ–Є–µ –Є–Ј–Љ–µ—А–Є—В–µ–ї—М–љ–Њ–≥–Њ –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞. –Я–µ—А–µ–і–≤–Є–љ—М—В–µ –Љ–∞—И–Є–љ—Г –≥–і–µ-—В–Њ –≤ —Б–µ—А–µ–і–Є–љ—Г –Є –≤—Л–њ–Њ–ї–љ–Є—В–µ –Ї–Њ–Љ–∞–љ–і—Г "–Љ–∞—И–Є–љ–∞/Tools/Measure Tool Offset". –°—Г—Й–µ—Б—В–≤—Г–µ—В —В–∞–Ї–ґ–µ –Ї–љ–Њ–њ–Ї–∞ –љ–∞ –њ–∞–љ–µ–ї–Є –Є–љ—Б—В—А—Г–Љ–µ–љ—В–Њ–≤ –і–ї—П —Н—В–Њ–≥–Њ. –Ъ–∞–Ї –≤—Б–µ–≥–і–∞, –Ї–Њ–≥–і–∞ –і–µ–ї–∞–µ—И—М —З—В–Њ-—В–Њ –≤–њ–µ—А–≤—Л–µ ––љ—Г–ґ–љ–Њ –±—Л—В—М –≥–Њ—В–Њ–≤—Л–Љ –љ–∞–љ–µ—Б—В–Є —Г–і–∞—А –њ–Њ –Р–≤–∞—А–Є–є–љ–Њ–Љ—Г —Б—В–Њ–њ—Г. –Х—Б–ї–Є –≤—Б–µ –њ—А–∞–≤–Є–ї—М–љ–Њ, –Љ–∞—И–Є–љ–∞ –і–Њ–ї–ґ–љ–∞ –Є–і—В–Є —Б—В—А–µ–Љ–Є—В–µ–ї—М–љ–Њ –≤–≤–µ—А—Е –љ–∞ –±–µ–Ј–Њ–њ–∞—Б–љ—Г—О –≤—Л—Б–Њ—В—Г, –Ј–∞—В–µ–Љ –љ–∞ –Љ–µ—Б—В–Њ —Д–Є–Ї—Б–Є—А–Њ–≤–∞–љ–љ–Њ–≥–Њ —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є—П –і–∞—В—З–Є–Ї–∞. –Ч–∞—В–µ–Љ –Њ–љ–∞ –±—Г–і–µ—В —Б–љ–Є–ґ–∞—В—М—Б—П –љ–∞ –љ–Є–Ј–Ї–Њ–є —Б–Ї–Њ—А–Њ—Б—В–Є –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ –і–∞—В—З–Є–Ї —Б—А–∞–±–Њ—В–∞–µ—В. –Ь–∞—И–Є–љ–∞ –≤–µ—А–љ–µ—В—Б—П –Њ–±—А–∞—В–љ–Њ –љ–∞ —А–∞—Б—Б—В–Њ—П–љ–Є–µ, —З—В–Њ–±—Л –Њ—Б–≤–Њ–±–Њ–і–Є—В—М –і–∞—В—З–Є–Ї –Є –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М –µ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –њ–Њ –Њ—Б–Є Z –і–ї—П –≤—Л—З–Є—Б–ї–µ–љ–Є—П —Б–Љ–µ—Й–µ–љ–Є—П –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞. –Ґ–Њ–≥–і–∞ –Њ–љ–∞ –±—Г–і–µ—В –±—Л—Б—В—А–Њ –і–≤–Є–≥–∞—В—М—Б—П –і–Њ –±–µ–Ј–Њ–њ–∞—Б–љ–Њ–є –≤—Л—Б–Њ—В—Л, –њ—А–Њ–є–і–µ—В –Њ–±—А–∞—В–љ–Њ –≤ –Є—Б—Е–Њ–і–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ, –∞ –Ј–∞—В–µ–Љ –і–≤–Є–љ–µ—В—Б—П –≤–љ–Є–Ј –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ –Ї–Њ–љ—З–Є–Ї –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ –Ї–Њ—Б–љ–µ—В—Б—П —В–Њ–є –ґ–µ Z –≤—Л—Б–Њ—В—Л, –Ї–∞–Ї —Н—В–Њ –±—Л–ї–Њ —А–∞–љ—М—И–µ. –Ъ–Њ–≥–і–∞ tool offset active –Љ–∞–ї–µ–љ—М–Ї–Є–є —Д–ї–∞–ґ–Њ–Ї —Б –љ–∞–і–њ–Є—Б—М—О "—В", —З—Г—В—М –≤—Л—И–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–Є –і–Є—Б–њ–ї–µ–є –±—Г–і–µ—В –≤–Ї–ї—О—З–µ–љ. –Х—Б–ї–Є —Н—В–Њ "—В" checkbox –Њ—В–Љ–µ—З–µ–љ, —В–Њ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –і–Є—Б–њ–ї–µ—П –±—Г–і–µ—В –≤–Ї–ї—О—З–∞—В—М –≤ —Б–µ–±—П —Б–Љ–µ—Й–µ–љ–Є–µ –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞. –Т–∞–ґ–љ–Њ, —З—В–Њ–±—Л –Њ–Ј–љ–∞–Ї–Њ–Љ–Є—В—М—Б—П —Б "–Љ–∞—И–Є–љ–∞/Tools/Measure Tool Offset" –Ї–Њ–Љ–∞–љ–і—Л.
–°–Љ–Њ—В—А–Є—В–µ –≤ –Ї–Њ–љ—Ж–µ —Б—В–∞—В—М–Є –љ–∞ —Б–∞–є—В–µ —Г—А–Њ–Ї –≤–Є–і–µ–Њ, –≥–і–µ –њ—А–Є –Є–Ј–Љ–µ–љ–µ–љ–Є–Є –і–ї–Є–љ—Л –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞, –Є –Њ–љ –≤—Б–µ–≥–і–∞ –≤–Њ–Ј–≤—А–∞—Й–∞–µ—В—Б—П –≤ —В–Њ –ґ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –І–∞—Б—В—М 2. –Я—А–Њ–≤–µ—А–Ї–∞ –Ї–∞–ї–Є–±—А–Њ–≤–Ї–Є –Њ—Б–µ–є —Б—В–∞–љ–Ї–∞.–£ —Б—В–∞–љ–Ї–Њ–≤ –µ—Б—В—М –њ–Њ–љ—П—В–Є–µ –∞–±—Б–Њ–ї—О—В–љ–Њ–є –Ї–Њ–Њ—А–і–Є–љ–∞—В—Л (–Ї–Њ–Њ—А–і–Є–љ–∞—В—Л –Є–Ј–Љ–µ—А—П–µ–Љ—Л–µ –Њ—В –Ї–∞–ї–Є–±—А–Њ–≤–Њ—З–љ—Л—Е –і–∞—В—З–Є–Ї–Њ–≤ - –њ–Њ—Б–ї–µ –≤—Л–њ–Њ–ї–љ–µ–љ–Є—П Go Home, –Є –Њ—В–љ–Њ—Б–Є—В–µ–ї—М–љ–Њ–є (—В–∞ —Б–∞–Љ–∞—П –љ—Г–ї–µ–≤–∞—П —В–Њ—З–Ї–∞ –њ—А–Є–≤—П–Ј–Ї–Є, –Ї–Њ—В–Њ—А—Г—О –Љ—Л —Г–ґ–µ –љ–∞–Ј–љ–∞—З–∞–µ–Љ —Б–∞–Љ–Є . –Ґ–∞–Ї –≤–Њ—В -CNC —А–∞–±–Њ—В–∞–µ—В –≤ –Њ—В–љ–Њ—Б–Є—В–µ–ї—М–љ–Њ–є —Б–Є—Б—В–µ–Љ–µ –Ї–Њ–Њ—А–і–Є–љ–∞—В, –≤ –љ–µ–Љ –Љ–Њ–ґ–љ–Њ –Ј–∞–і–∞—В—М –ї—О–±—Г—О –њ—А–Њ–Є–Ј–≤–Њ–ї—М–љ—Г—О —В–Њ—З–Ї—Г –њ—А–Є–≤—П–Ј–Ї–Є., —Е–Њ—В—П –њ–Њ —Г–Љ–Њ–ї—З–∞–љ–Є—О –Њ–љ –њ—А–Є –љ–∞—З–∞–ї–µ –њ—А–Њ–µ–Ї—В–∞ –њ—А–µ–і–ї–∞–≥–∞–µ—В –≤—Л–±—А–∞—В—М –Њ–і–љ—Г –Є–Ј —В–Њ—З–µ–Ї –≤ –њ–ї–Њ—Б–Ї–Њ—Б—В–Є XY –≤ –і–∞–ї—М–љ–µ–є—И–µ–Љ –Љ—Л –≤—Б–µ–≥–і–∞ –Љ–Њ–ґ–µ–Љ —Н—В—Г —В–Њ—З–Ї—Г –њ–µ—А–µ–њ—А–Є–≤—П–Ј–∞—В—М –≤ –ї—О–±–Њ–µ —Г–і–Њ–±–љ–Њ–µ –Љ–µ—Б—В–Њ. –Т –Њ—В–љ–Њ—Б–Є—В–µ–ї—М–љ–Њ–є —Б–Є—Б—В–µ–Љ–µ –Ї–Њ–Њ—А–і–Є–љ–∞—В –љ–∞—З–Є–љ–∞—О—В —А–∞–±–Њ—В–∞—В—М –њ–Њ–љ—П—В–Є—П –Є —В–Њ–ї—Й–Є–љ—Л –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є –Є –µ–µ —А–∞–Ј–Љ–µ—А—Л, –Ї–Њ–Є–Љ–Є –≤ CNC –Љ—Л –Є –њ–Њ–ї—М–Ј—Г–µ–Љ—Б—П.... 1. –Я–µ—А–µ–і –љ–∞—З–∞–ї–Њ–Љ —А–∞–±–Њ—В—Л –њ—А–Њ–≤–µ—А—М—В–µ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–Є–µ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П –Ї–∞—А–µ—В–Њ–Ї –Ї–Њ–љ—В—А–Њ–ї—М–љ–Њ–Љ—Г —А–∞—Б—Б—В–Њ—П–љ–Є—О ( –Њ—Б–љ–Њ–≤–љ–Њ–µ —Г—Б–ї–Њ–≤–Є–µ —И–∞–≥ –њ—А–Є–≤–Њ–і–љ—Л—Е –≤–Є–љ—В–Њ–≤ –Є –њ–∞—А–∞–Љ–µ—В—А—Л –і–≤–Є–≥–∞—В–µ–ї–µ–є –і–Њ–ї–ґ–љ—Л –±—Л—В—М –Њ–і–Є–љ–∞–Ї–Њ–≤—Л–Љ–Є ,–≤ –њ—А–Њ—В–Є–≤–љ–Њ–Љ —Б–ї—Г—З–∞–µ –њ—А–Є–і–µ—В—Б—П –њ–Њ–і—Б—В—А–∞–Є–≤–∞—В—М –Ї–∞–ґ–і—Г—О –Њ—Б—М –Є–љ–і–Є–≤–Є–і—Г–∞–ї—М–љ–Њ). –Я—А–Њ–≤–µ—А–Ї–∞ –Њ—Б—Г—Й–µ—Б—В–≤–ї—П–µ—В—Б—П —Б–ї–µ–і—Г—О—Й–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ: –Љ–µ–љ—О —Д–∞–є–ї / –Њ—Б–Є / –Ї–∞–ї–Є–±—А–Њ–≤–Ї–∞(–њ–Њ –Њ—З–µ—А–µ–і–Є –њ—А–Њ–≤–µ—А–Є–Љ –•,Y,Z) –Њ—В–Љ–µ—В–Є–Љ –љ–∞ —А–∞–±–Њ—З–µ–Љ —Б—В–Њ–ї–µ —А–Є—Б–Ї—Г. –Я–Њ–і–≤–µ–і–µ–Љ —Ж–µ–љ—В—А —Д—А–µ–Ј—Л –љ–∞ —А–Є—Б–Ї—Г , –Ј–∞–і–∞–і–Є–Љ –Ї–Њ–љ—В—А–Њ–ї—М–љ–Њ–µ —А–∞—Б—Б—В–Њ—П–љ–Є–µ –љ–∞–њ—А–Є–Љ–µ—А 100–Љ–Љ ,–µ—Б–ї–Є –≤—Б–µ –љ–Њ—А–Љ–∞–ї—М–љ–Њ –≤ –Ї–Њ–љ—Ж–µ –њ—Г—В–Є —Д—А–µ–Ј–∞ –Њ—Б—В–∞–љ–Њ–≤–Є—В—М—Б—П –љ–∞ —В–∞–Ї–Њ–Љ –ґ–µ —А–∞—Б—Б—В–Њ—П–љ–Є–Є, –Љ–Њ–ґ–љ–Њ —А–∞–±–Њ—В–∞—В—М –і–∞–ї—М—И–µ . –µ—Б–ї–Є –љ–µ—В –њ—А–Њ–≤–µ—А—П–µ–Љ —З—В–Њ –љ–µ —В–∞–Ї , –і–∞–љ–љ—Л–є –Ї–Њ–љ—В—А–Њ–ї–ї–µ—А –Є–Љ–µ–µ—В –њ–µ—А–µ–Ї–ї—О—З–∞—В–µ–ї—М —И–∞–≥–∞ –љ–∞ —Б–∞–Љ–Њ–є –њ–ї–∞—В–µ ,–њ–µ—А–µ–і–≤–Є–≥–∞—П –њ–Њ–ї–Ј—Г–љ–Ї–Є –Ь1 –Є –Ь2 –≤—Л—Б—В–∞–≤–ї—П–µ–Љ –Љ–Є–Ї—А–Њ—И–∞–≥ ( –љ–∞—И –і–≤–Є–≥–∞—В–µ–ї—М 1,8 –≥—А–∞–і) —Б–Њ–≥–ї–∞—Б–љ–Њ —В–∞–±–ї–Є—Ж–µ –≤—Л—Б—В–∞–≤–Є—В—М –Љ–Є–Ї—А–Њ—И–∞–≥ 1/8:
–Я–µ—А–µ–≤–Њ–і –Є –Ј —Д–Њ—А—Г–Љ–∞: –≠—В–Њ –Ъ—А–∞—В–Ї–Њ–µ —А—Г–Ї–Њ–≤–Њ–і—Б—В–≤–Њ –Њ —В–Њ–Љ, –Ї–∞–Ї –њ—А–∞–≤–Є–ї—М–љ–Њ —Г—Б—В–∞–љ–Њ–≤–Є—В—М —И–∞–≥–Њ–≤ –љ–∞ –µ–і–Є–љ–Є—Ж—Г –Ј–љ–∞—З–µ–љ–Є—П –і–ї—П –≤–∞—И–µ–≥–Њ —Б—В–∞–љ–Ї–∞ —Б –І–Я–£. –Т–µ–ї–Є—З–Є–љ–∞ –®–∞–≥–Њ–≤ –Ј–∞ –µ–і–Є–љ–Є—Ж—Г –Њ–њ—А–µ–і–µ–ї—П–µ—В, —Б–Ї–Њ–ї—М–Ї–Њ —И–∞–≥–Њ–≤ —И–∞–≥–Њ–≤–Њ–≥–Њ —Н–ї–µ–Ї—В—А–Њ–і–≤–Є–≥–∞—В–µ–ї—П —Б–і–µ–ї–∞—В—М –і–ї—П —В–Њ–≥–Њ, —З—В–Њ–±—Л –њ–µ—А–µ–Љ–µ—Б—В–Є—В—М –Њ—Б—М –љ–∞ —А–∞—Б—Б—В–Њ—П–љ–Є–Є –≤ –Њ–і–Є–љ –±–ї–Њ–Ї. –С–ї–Њ–Ї–Є –Љ–Њ–≥—Г—В –±—Л—В—М –≤ –Љ–Є–ї–ї–Є–Љ–µ—В—А–∞—Е –Є–ї–Є –≤ –і—О–є–Љ–∞—Е. –Ь–Њ—В–Њ—А –®–∞–≥–Њ–≤—Л–µ –і–≤–Є–≥–∞—В–µ–ї–Є –Њ–±—Л—З–љ–Њ –Є–Љ–µ—О—В 200 –Є–ї–Є 400 –њ–Њ–ї–љ—Л—Е —И–∞–≥–Њ–≤ –Ј–∞ –Њ–і–Є–љ –Њ–±–Њ—А–Њ—В –µ–≥–Њ –≤–∞–ї–∞. –Т—А–∞—Й–µ–љ–Є–µ –≤–∞–ї–∞ –≤ –≥—А–∞–і—Г—Б–∞—Е 360°. –Ф–ї—П –і–≤–Є–≥–∞—В–µ–ї–µ–є —Б 200 —И–∞–≥–Њ–≤ –љ–∞ –Њ–±–Њ—А–Њ—В, —Н—В–Њ –Њ–Ј–љ–∞—З–∞–µ—В, –Њ–і–Є–љ —И–∞–≥ —А–∞–≤–µ–љ 1.8°. –Ф–ї—П –і–≤–Є–≥–∞—В–µ–ї–µ–є —Б 400 —И–∞–≥–Њ–≤ –љ–∞ –Њ–±–Њ—А–Њ—В, —Н—В–Њ –Ј–љ–∞—З–Є—В, –Њ–і–Є–љ —И–∞–≥ —А–∞–≤–µ–љ 0.9°. –Т —Г—А–∞–≤–љ–µ–љ–Є–Є –љ–Є–ґ–µ –Љ—Л –љ–∞–Ј–Њ–≤–µ–Љ —Н—В–Њ—В –њ–∞—А–∞–Љ–µ—В—А " M" –Ь–Є–Ї—А–Њ-–®–∞–≥–Њ–≤—Л–є –° –Љ–Є–Ї—А–Њ-—И–∞–≥–Њ–≤—Л–є –Љ—Л —Г–ї—Г—З—И–∞–µ–Љ motors —А–∞–Ј—А–µ—И–µ–љ–Є–µ, —В–Њ—З–љ–Њ—Б—В—М, –њ–ї–∞–≤–љ—Л–µ –і–≤–Є–ґ–µ–љ–Є—П, –Љ—Л —Б–љ–Є–ґ–∞–µ–Љ —А–µ–Ј–Њ–љ–∞–љ—Б –њ—А–Њ–±–ї–µ–Љ—Л –Є —В.–і. –†–µ–∞–ї—М–љ—Л–є –Ї–Њ–Љ–њ—А–Њ–Љ–Є—Б—Б –Ј–∞–Ї–ї—О—З–∞–µ—В—Б—П –≤ —В–Њ–Љ, —З—В–Њ –њ–Њ –Љ–µ—А–µ —Г–≤–µ–ї–Є—З–µ–љ–Є—П –Ї–Њ–ї–Є—З–µ—Б—В–≤–∞ –Љ–Є–Ї—А–Њ-—И–∞–≥–Њ–≤ –Ј–∞ –њ–Њ–ї–љ—Л–є —И–∞–≥ –і–Њ–±–∞–≤–Њ—З–љ–Њ–≥–Њ –Ї—А—Г—В—П—Й–µ–≥–Њ –Љ–Њ–Љ–µ–љ—В–∞ –љ–∞ –Љ–Є–Ї—А–Њ-—И–∞–≥ –њ–∞–і–∞–µ—В —А–µ–Ј–Ї–Њ. –†–∞–Ј—А–µ—И–µ–љ–Є–µ —Г–≤–µ–ї–Є—З–Є–≤–∞–µ—В—Б—П, –љ–Њ —В–Њ—З–љ–Њ—Б—В—М –±—Г–і–µ—В –љ–∞ —Б–∞–Љ–Њ–Љ –і–µ–ї–µ —Б—В—А–∞–і–∞—О—В. –° –Љ–Є–Ї—А–Њ-—И–∞–≥ –љ–Њ–Љ–µ—А –Љ—Л –Њ–њ—А–µ–і–µ–ї—П–µ–Љ, –Ї–∞–Ї –Љ–љ–Њ–≥–Њ –љ–µ–±–Њ–ї—М—И–Є—Е —И–∞–≥–Њ–≤ –љ–∞ –Њ–і–Є–љ –њ–Њ–ї–љ—Л–є —И–∞–≥ . –Э–∞–Є–±–Њ–ї–µ–µ —А–∞—Б–њ—А–Њ—Б—В—А–∞–љ–µ–љ–љ—Л–µ –Ј–љ–∞—З–µ–љ–Є—П:½,¼, вЕЫ ... –Т —Г—А–∞–≤–љ–µ–љ–Є–Є –љ–Є–ґ–µ –Љ—Л –љ–∞–Ј–Њ–≤–µ–Љ —Н—В–Њ—В –њ–∞—А–∞–Љ–µ—В—А S –®–∞–≥ –Ъ–∞–Ї –њ—А–∞–≤–Є–ї–Њ, —Б—В–∞–љ–Ї–Є —Б –І–Я–£ —А–∞–±–Њ—В–∞—О—В —Б –њ–Њ–Љ–Њ—Й—М—О –≤–Є–љ—В–Њ–≤ –Є –≥–∞–µ–Ї. –Ю–љ–Є –Љ–Њ–≥—Г—В –±—Л—В—М —В—А–∞–њ–µ—Ж–Є–µ–≤–Є–і–љ—Л–Љ–Є –Є–ї–Є —И–∞—А–Є–Ї–Њ–≤—Л–є –≤–Є–љ—В –≤–µ–і–µ—В. –®–∞–≥ –≤–Є–љ—В–Њ–≤–Њ–є —А–µ–Ј—М–±—Л-—А–∞—Б—Б—В–Њ—П–љ–Є–µ –Љ–µ–ґ–і—Г —Б–Њ—Б–µ–і–љ–Є–Љ–Є –љ–Є—В—П–Љ–Є. –Ъ–Њ–≥–і–∞ –≤–Є–љ—В –њ–Њ–≤–Њ—А–∞—З–Є–≤–∞–µ—В—Б—П –љ–∞ –Њ–і–Є–љ –Њ–±–Њ—А–Њ—В, —В–Њ —Н—В–Њ –њ—А–Њ–Є—Б—Е–Њ–і–Є—В –Ї–∞–Ї –ї–Є–љ–µ–є–љ–Њ–µ –і–≤–Є–ґ–µ–љ–Є–µ –Њ—Б–Є. –Я—А–Њ–є–і–µ–љ–љ–Њ–µ —А–∞—Б—Б—В–Њ—П–љ–Є–µ —А–∞–≤–љ–Њ —И–∞–≥—Г. –Т —Г—А–∞–≤–љ–µ–љ–Є–Є –љ–Є–ґ–µ –Љ—Л –љ–∞–Ј–Њ–≤–µ–Љ —Н—В–Њ—В –њ–∞—А–∞–Љ–µ—В—А P (–Э–µ–Ї–Њ—В–Њ—А—Л–µ —Б—В–∞–љ–Ї–Є —Б –І–Я–£ –Є—Б–њ–Њ–ї—М–Ј—Г—О—В —А–µ–µ—З–љ—Л–µ –њ—А–Є–≤–Њ–і—Л. –†–∞—Б—Б—В–Њ—П–љ–Є–µ, –њ—А–Њ–є–і–µ–љ–љ–Њ–µ –Ї–Њ–≥–і–∞- —И–µ—Б—В–µ—А–љ—П –і–µ–ї–∞–µ—В –Њ–і–Є–љ –Њ–±–Њ—А–Њ—В –Љ–Њ–ґ–µ—В —В–∞–Ї–ґ–µ —А–∞—Б—Б–Љ–∞—В—А–Є–≤–∞—В—М—Б—П –≤ –Ї–∞—З–µ—Б—В–≤–µ —И–∞–≥–∞ —И–µ—Б—В–µ—А–љ–Є. –Я–Њ–і–Њ–±–љ–Њ–µ —Б–њ—А–∞–≤–µ–і–ї–Є–≤–Њ –Є –і–ї—П –Ј—Г–±—З–∞—В–Њ–≥–Њ —А–µ–Љ–љ—П –њ—А–Є–≤–Њ–і–∞.)
–£—Б—В–∞–љ–Њ–≤–Ї–∞ –°–Я–£ –Ј–љ–∞—З–µ–љ–Є—П –≤–∞—И–µ–є –Љ–∞—И–Є–љ—Л –≤ CNC USB –њ—А–Њ–≥—А–∞–Љ–Љ–љ–Њ–µ –Њ–±–µ—Б–њ–µ—З–µ–љ–Є–µ –Ъ–Њ–≥–і–∞ –Љ—Л –Њ–њ—А–µ–і–µ–ї—П–µ–Љ –њ—А–∞–≤–Є–ї—М–љ–Њ–µ SPU –Ј–љ–∞—З–µ–љ–Є—П –і–ї—П –љ–∞—И–µ–є –Љ–∞—И–Є–љ—Л, –Љ—Л –Љ–Њ–ґ–µ–Љ –љ–∞—З–∞—В—М —Б –і–≤—Г—Е —А–∞–Ј–љ—Л—Е –љ–∞—З–∞–ї—М–љ—Л—Е —Г—Б–ї–Њ–≤–Є–є. –Х—Б–ї–Є –Љ—Л –Ј–љ–∞–µ–Љ –≤—Б–µ –Ј–љ–∞—З–µ–љ–Є—П –њ–µ—А–µ–Љ–µ–љ–љ—Л—Е –љ–µ –њ—А–Њ–±–ї–µ–Љ–∞ –≤—Л—З–Є—Б–ї–Є—В—М –њ—А–∞–≤–Є–ї—М–љ—Л–є SPU –Ј–љ–∞—З–µ–љ–Є–µ. –Я—А–∞–≤–Є–ї—М–љ—Л–є SPU value = (M*S)/P –Х—Б–ї–Є –Љ—Л –љ–µ –Ј–љ–∞–µ–Љ –≤—Б–µ –Ј–љ–∞—З–µ–љ–Є—П –њ–µ—А–µ–Љ–µ–љ–љ—Л—Е, –љ–∞–Љ –њ—А–Є–і–µ—В—Б—П —Б–і–µ–ї–∞—В—М –љ–µ–Ї–Њ—В–Њ—А—Л–µ –Є–Ј–Љ–µ—А–µ–љ–Є—П –Є –Њ–±–µ—Б–њ–µ—З–Є–≤–∞—В—М —Б–µ–±–µ –љ–µ–Ї–Њ—В–Њ—А—Л–µ —Ж–Є—Д—А—Л. –Ґ–Њ–≥–і–∞ –Љ—Л —Б–Љ–Њ–ґ–µ–Љ –њ—А–∞–≤–Є–ї—М–љ–Њ —А–∞—Б—Б—З–Є—В–∞—В—М SPU –Ј–љ–∞—З–µ–љ–Є–µ. –Ь—Л –њ–Њ–ї—М–Ј—Г–µ–Љ—Б—П –Љ–µ—В—А–Є—З–µ—Б–Ї–Њ–є —Б–Є—Б—В–µ–Љ–Њ–є –≤ –љ–∞—И–µ–Љ —Б—В–∞–љ–Ї–µ –≤ –Љ–Є–ї–ї–Є–Љ–µ—В—А–∞—Е. 1) –≤ –љ–∞—Б—В—А–Њ–є–Ї–∞—Е/–Њ—Б–µ–є/—Г—Б—В–∞–љ–Њ–≤–Ї–Є, –Ї–Њ—В–Њ—А—Л–µ –Љ—Л —Г—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–µ–Љ SPU –Ј–љ–∞—З–µ–љ–Є–µ –љ–µ–Ї–Њ—В–Њ—А–Њ–≥–Њ “–љ–Њ—А–Љ–∞–ї—М–љ–Њ–≥–Њ” —З–Є—Б–ї–Њ, —Б–Ї–∞–ґ–µ–Љ, 200 —И–∞–≥–Њ–≤ –љ–∞ –µ–і–Є–љ–Є—Ж—Г.
2)
3) –Є–љ—Б—В—А—Г–Љ–µ–љ—В –і–Њ–ї–ґ–µ–љ –±—Л—В—М —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ –≤ 0 –љ–∞ –ї–Є–љ–µ–є–Ї–µ.
–Т –Њ–Ї–љ–µ –Є–љ—В–µ—А—Д–µ–є—Б–∞ MDI, –Љ—Л –≤—Е–Њ–і–Є–Љ X10.
–Ь–∞—И–Є–љ–∞ —В–µ–њ–µ—А—М –і–Њ–ї–ґ–љ–∞ –њ–µ—А–µ–є—В–Є –Њ—В X=0 –і–Њ X=10, –њ–µ—А–µ–і–≤–Є–љ—Г—В—М—Б—П –љ–∞ 10–Љ–Љ.
–Ш—В–∞–Ї, –љ–∞—И–µ –љ—Л–љ–µ—И–љ–Є–є SPU –Ј–љ–∞—З–µ–љ–Є–µ –њ–µ—А–µ–Љ–µ—Й–∞–µ—В –Њ—Б–Є —Б—В–∞–љ–Ї–∞ –Ј–∞ –љ–µ–њ—А–∞–≤–Є–ї—М–љ–Њ–µ —А–∞—Б—Б—В–Њ—П–љ–Є–µ. –Ь—Л –Љ–Њ–ґ–µ–Љ —Б–њ—А–Њ—Б–Є—В—М —Б–µ–±—П: –Ъ–∞–Ї–Њ–µ –њ—А–∞–≤–Є–ї—М–љ–Њ–µ –Ј–љ–∞—З–µ–љ–Є–µ SPU –љ–∞–і–Њ –≤–≤–µ—Б—В–Є —З—В–Њ –±—Л –њ–Њ–ї—Г—З–Є—В—М –њ—А–∞–≤–Є–ї—М–љ–Њ–µ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є–µ –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞. –£—А–∞–≤–љ–µ–љ–Є–µ –≤—Л–≥–ї—П–і–Є—В —В–∞–Ї: –Я—А–∞–≤–Є–ї—М–љ—Л–є SPU –Ј–љ–∞—З–µ–љ–Є–µ = ( –≤—Л—Б—В–∞–≤–ї–µ–љ–љ–Њ–µ SPU –Ј–љ–∞—З–µ–љ–Є–µ * –Ј–љ–∞—З–µ–љ–Є–µ, –≤–≤–µ–і–µ–љ–љ–Њ–µ —А–∞—Б—Б—В–Њ—П–љ–Є–µ ) / –Є–Ј–Љ–µ—А–µ–љ–љ–Њ–µ –Ј–љ–∞—З–µ–љ–Є–µ –Ґ–Њ–Ї–∞ SPU = 200 –Т–≤–µ–і–µ–љ–љ–Њ–µ –†–∞—Б—Б—В–Њ—П–љ–Є–µ = 10 –Ш–Ј–Љ–µ—А–µ–љ–љ–Њ–µ —А–∞—Б—Б—В–Њ—П–љ–Є–µ = 2.5 –Я—А–∞–≤–Є–ї—М–љ–Њ–µ –Ј–љ–∞—З–µ–љ–Є–µ –°–Я–£= (200*10)/2,5 = 800 SPU
–Х—Б–ї–Є –Ш–Ј–Љ–µ—А–µ–љ–љ–Њ–µ –Ј–љ–∞—З–µ–љ–Є–µ —А–∞–≤–љ–Њ 10–Љ–Љ —В–Њ —И–∞–≥–Є –љ–∞ –µ–і–Є–љ–Є—Ж—Г –Ј–∞–і–∞–љ—Л –њ—А–∞–≤–Є–ї—М–љ–Њ.
–†–µ–Ї–Њ–Љ–µ–љ–і—Г–µ—В—Б—П –њ–Њ–≤—В–Њ—А—П—В—М —Н—В—Г –њ—А–Њ—Ж–µ–і—Г—А—Г –љ–µ—Б–Ї–Њ–ї—М–Ї–Њ —А–∞–Ј –Є –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М –Љ–∞–Ї—Б–Є–Љ–∞–ї—М–љ–Њ –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ–≥–Њ —А–∞—Б—Б—В–Њ—П–љ–Є—П –≤—Л –њ–Њ–ї—Г—З–Є—В–µ –≥–Њ—А–∞–Ј–і–Њ –±–Њ–ї–µ–µ —В–Њ—З–љ—Л–µ —А–µ–Ј—Г–ї—М—В–∞—В—Л. –І–∞—Б—В—М 3. –Я–µ—А–≤–∞—П –і–µ—В–∞–ї—М ––Ю–±—Г—З–µ–љ–Є–µ. –Ш—В–∞–Ї —Б—В–∞–љ–Њ–Ї –Њ—В–Ї–∞–ї–Є–±—А–Њ–≤–∞–љ .–Я—А–Є—Б—В—Г–њ–∞–µ–Љ –Ї –њ–µ—А–≤–Њ–є —А–∞–±–Њ—В–µ.2. –Ф–ї—П –Њ—Б–≤–Њ–µ–љ–Є—П –њ–µ—А–≤—Л—Е –љ–∞–≤—Л–Ї–Њ–≤ –≤ —Г–њ—А–∞–≤–ї–µ–љ–Є–Є —Б—В–∞–љ–Ї–Њ–Љ –љ–µ –њ—Л—В–∞–є—В–µ—Б—М —Б—А–∞–Ј—Г –Ј–∞–ї–Њ–ґ–Є—В—М –≤ –њ—А–Њ–≥—А–∞–Љ–Љ—Г —З—В–Њ-—В–Њ –±–Њ–ї—М—И–Њ–µ –Є —Б–ї–Њ–ґ–љ–Њ–µ, –љ–∞—З–љ–Є—В–µ —Б –њ—А–Њ—Б—В–Њ–є –ї–Є–љ–Є–Є –љ–∞–њ—А–Є–Љ–µ—А –і–ї–Є–љ–Њ–є 20–Љ–Љ –і–ї—П –±—Л—Б—В—А–Њ—В—Л –Њ–±—Г—З–µ–љ–Є—П.–°–Њ–Ј–і–∞–є—В–µ –≤ –Ъ–Њ–Љ–њ–∞—Б–µ –Є–ї–Є –Р–≤—В–Њ–Ї–∞–і–µ –њ–Њ–ї–Њ—Б—Г- –ї–Є–љ–Є—О –і–ї–Є–љ–Њ–є 20–Љ–Љ , —В–Њ–ї—Й–Є–љ–∞ –ї–Є–љ–Є–Є –Є —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –љ–µ –Є–Љ–µ–µ—В –Ј–љ–∞—З–µ–љ–Є—П ( –≤ –њ–Њ—Б–ї–µ–і—Г—О—Й–µ–є —А–∞–±–Њ—В–µ –љ–∞ —Б—В–∞–љ–Ї–µ –≤ –Ї–Њ–Љ–∞–љ–і–∞–Љ–Є –Љ–Њ–ґ–µ—В–µ –њ–Њ–Љ–µ–љ—П—В—М –µ—С —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –љ–∞ —А–∞–±–Њ—З–µ–Љ —Б—В–Њ–ї–µ , —В–Њ–ї—Й–Є–љ–∞ –ї–Є–љ–Є–Є –љ–µ –≤–∞–ґ–љ–∞ ,—В–∞–Ї –Ї–∞–Ї —И–Є—А–Є–љ–∞ —А–µ–Ј–∞ –±—Г–і–µ—В –Ј–∞–≤–Є—Б–µ—В—М —В–Њ–ї—М–Ї–Њ –Њ—В –≤—Л–±—А–∞–љ–љ–Њ–≥–Њ –і–Є–∞–Љ–µ—В—А–∞ –≤–∞–Љ–Є —Д—А–µ–Ј—Л ,—Д—А–µ–Ј–∞ –±—Г–і–µ—В –Є–і—В–Є –њ–Њ —Б–µ—А–µ–і–Є–љ–µ –ї–Є–љ–Є–Є. –Т–љ–Є–Љ–∞–љ–Є–µ: –Я—А–Њ–≥—А–∞–Љ–Љ–∞ CNC –љ–µ –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–Є —И–Є—А–Є–љ—Л –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ –њ—А–Є –њ–µ—А–µ–Ї–Њ–і–Є—А–Њ–≤–Ї–µ –≤ G-–Ї–Њ–і–∞ dxf —Д–∞–є–ї–Њ–≤ , –њ—А–Є –њ—А–Њ–µ–Ї—В–Є—А–Њ–≤–∞–љ–Є–Є –≤ –њ–Њ—Б–ї–µ–і—Г—О—Й–µ–Љ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Б–Ї–Њ—А—А–µ–Ї—В–Є—А–Њ–≤–∞—В—М —Б–∞–Љ —З–µ—А—В–µ–ґ –њ—А–Є–±–∞–≤–Є–≤ (–Є–ї–Є —Г–±–∞–≤–Є–≤ –≤ –Њ—В–≤–µ—А—Б—В–Є—П—Е) —Б –Ї–∞–ґ–і–Њ–є —Б—В–Њ—А–Њ–љ—Л –Ї–Њ–љ—В—Г—А–∞ –і–µ—В–∞–ї–Є –њ–Њ–ї–Њ–≤–Є–љ—Г –і–Є–∞–Љ–µ—В—А–∞ —Д—А–µ–Ј—Л , —Д–∞–Ї—В–Є—З–µ—Б–Ї–Є –љ–∞—З–µ—А—В–Є–≤ –њ–Њ–ї–Њ—Б—Г 20–Љ–Љ –Є –≤–Ј—П–≤ —Д—А–µ–Ј—Г –і–Є–∞–Љ–µ—В—А–Њ–Љ 3–Љ–Љ –Љ—Л –њ–Њ–ї—Г—З–Є–Љ –њ–Њ–ї–Њ—Б—Г –њ–Њ—Б–ї–µ —Д—А–µ–Ј–µ—А–Њ–≤–Ї–Є –і–ї–Є–љ–Њ–є 23–Љ–Љ –Є —И–Є—А–Є–љ–Њ–є 3–Љ–Љ.( –Т—Л—П—Б–љ–µ–љ–Њ —Б —Д–Њ—А—Г–Љ–∞ CNC-Planet).–°–Њ—Е—А–∞–љ–Є—В–µ —Б–Њ–Ј–і–∞–љ–љ—Л–є —Д–∞–є–ї —Б —А–∞—Б—И–Є—А–µ–љ–Є–µ–Љ dxf (–љ–∞–њ—А–Є–Љ–µ—А –Ы–Є–љ–Є—П 20–Љ–Љ.dxf) –£—З–Є–Љ—Б—П —А–∞—Б–њ–Њ–ї–∞–≥–∞—В—М –і–µ—В–∞–ї—М –≤ –њ—А–Њ–Є–Ј–≤–Њ–ї—М–љ–Њ–є —В–Њ—З–Ї–µ —А–∞–±–Њ—З–µ–≥–Њ —Б—В–Њ–ї–∞. 1.–Ј–∞–≥–Њ—В–Њ–≤–Ї–∞ 5–Љ–Љ —Д–∞–љ–µ—А–∞ ,—Д—А–µ–Ј–∞ –і–Є–∞–Љ–µ—В—А–Њ–Љ 3–Љ–Љ. 2. –°–і–≤–Є–≥–∞–µ–Љ —А–∞–±–Њ—З–Є–є —Б—В–Њ–ї –њ—А–Њ–Є–Ј–≤–Њ–ї—М–љ–Њ –Є –Ї–∞—А–µ—В–Ї—Г –њ–Њ Y –њ—А–Є–Љ–µ—А–љ–Њ –њ–Њ—Б–µ—А–µ–і–Є–љ–µ —Б—В–Њ–ї–∞. 3. –°—В–∞–≤–Є–Љ –≥–∞–ї–Њ—З–Ї—Г –†–∞–Ј—А–µ—И–Є—В—М –≤ –Љ–µ–љ—О –°–Ґ–Р–Э–Ю–Ъ/–£—Б—В–∞–љ–Њ–≤–Ї–∞ –њ–Њ–Ј–Є—Ж–Є–Є/–†–∞–Ј—А–µ—И–Є—В—М (–µ—Б–ї–Є –Њ–љ–∞ –љ–µ —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ–∞)
4.–Ш–Љ–њ–Њ—А—В–Є—А—Г–µ–Љ –љ–∞—И –њ—А–Њ–±–љ—Л–є —Д–∞–є–ї –њ–Њ–ї–Њ—Б–∞20–Љ–Љ.dxf –≤—Л—Б—В–∞–≤–Є–Љ –≤ –Љ–µ–љ—О —А–∞—Б—И–Є—А–µ–љ–љ—Л–µ –≥–∞–ї–Њ—З–Ї–Є –Ї–∞–Ї —Г–Ї–∞–Ј–∞–љ–Њ –љ–Є–ґ–µ –Є —Б–Ї–Њ—А–Њ—Б—В—М 150. –Ю—В–Ї—А—Л–≤–∞–µ–Љ –Њ–Ї–љ–Њ –†–∞—Б—И–Є—А–µ–љ–љ. –Є —Г—Б—В–∞–љ–Њ–≤–Є–Љ –Ї–Њ–ї–Є—З–µ—Б—В–≤–Њ –њ—А–Њ—Е–Њ–і–Њ–≤ –љ–∞–њ—А–Є–Љ–µ—А –і–ї—П –љ–∞—З–∞–ї–∞ 2 –Є –Њ–њ—Г—Б–Ї–∞—В—М 1( –њ–Њ–і—А–∞–Ј—Г–Љ–µ–≤–∞–µ—В—Б—П 1 –Љ–Љ) , —Г—Б—В–∞–љ–Њ–≤–Є–Љ —Б–Ї–Њ—А–Њ—Б—В—М –і–ї—П –љ–∞—З–∞–ї–∞ 150 –Є–ї–Є –Љ–µ–љ—М—И–µ (—З–Є—Б—В–Њ –Є–Ј —Б–Њ–Њ–±—А–∞–ґ–µ–љ–Є–є –±–µ–Ј–Њ–њ–∞—Б–љ–Њ—Б—В–Є —Б–ї–Њ–Љ–∞—В—М —Д—А–µ–Ј—Г –Є —Б—В–∞–љ–Њ–Ї) . –§–∞–Ї—В–Є—З–µ—Б–Ї–Є –Ј–∞ 2–∞ –њ—А–Њ—Е–Њ–і–∞ –њ–Њ–ї—Г—З–Є—В—Б—П –њ–∞–Ј —И–Є—А–Є–љ–Њ–є 3–Љ–Љ (–і–Є–∞–Љ–µ—В—А –љ–∞—И–µ–є —Д—А–µ–Ј—Л) –Є –≥–ї—Г–±–Є–љ–Њ–є 1–Љ–Љ (—Д–∞–љ–µ—А–∞ –њ—А–Є —Н—В–Њ–Љ –љ–µ –њ—А–Њ—А–µ–ґ–µ—В—Б—П –љ–∞—Б–Ї–≤–Њ–Ј—М), –Т—Л —Б–њ—А–Њ—Б–Є—В–µ –њ–Њ—З–µ–Љ—Г –Њ–Ї–Њ–љ—З–∞—В–µ–ї—М–љ–∞—П –≥–ї—Г–±–Є–љ–∞ ~1–Љ–Љ , –њ–Њ—В–Њ–Љ—Г –—З—В–Њ –њ–µ—А–≤—Л–є –њ—А–Њ—Е–Њ–і —Г –љ–∞—Б –±—Г–і–µ—В –њ—А–Њ—Е–Њ–і–Є—В—М –њ–Њ –љ—Г–ї–µ–≤–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є —Б—А–µ–Ј–∞—П –Љ–Њ–ґ–µ—В –±—Л—В—М –Ї–∞–Ї–Є–µ-—В–Њ –Љ–Є–Ї—А–Њ–љ–љ—Л–µ —Б–ї–Њ–Є –Є–Ј-–Ј–∞ –љ–µ—А–Њ–≤–љ–Њ—Б—В–Є –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є ,–µ—С –љ–µ—А–∞–≤–љ–Њ–Љ–µ—А–љ–Њ–≥–Њ –њ—А–Є–ґ–Є–Љ–∞ –Є–ї–Є –љ–µ –Є–і–µ–∞–ї—М–љ–Њ–≥–Њ —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є—П –Ї–∞—А–µ—В–Њ–Ї –Њ—Б–µ–є —Б—В–∞–љ–Ї–∞ .
–Т –њ–Њ—Б–ї–µ–і—Г—О—Й–Є—Е —Г–њ—А–∞–ґ–љ–µ–љ–Є—П—Е –њ–Њ—В—А–µ–љ–Є—А—Г–є—В–µ—Б—М –Љ–µ–љ—П—П —Н—В–Є –њ–∞—А–∞–Љ–µ—В—А—Л , –∞ –і–ї—П –љ–∞—З–∞–ї–∞ —Б—В–∞–≤–Є–Љ —В–∞–Ї, —З—В–Њ –±—Л —Б—Н–Ї–Њ–љ–Њ–Љ–Є—В—М –≤—А–µ–Љ—П –љ–∞ –Њ–±—Г—З–µ–љ–Є–Є. –£—Б—В–∞–љ–Њ–≤–Є–Љ –≥–∞–ї–Њ—З–Ї—Г —Б–і–≤–Є–љ—Г—В—М –Ї –љ—Г–ї—О (—А–∞—Б–њ–Њ–ї–Њ–ґ–Є—В –і–µ—В–∞–ї—М –≤ –љ–∞—З–∞–ї–µ –Њ—Б–µ–є ). –£—Б—В–∞–љ–Њ–≤–Є–Љ –°–Њ—А—В–Є—А–Њ–≤–Ї–∞ (—Д—Г–љ–Ї—Ж–Є—П –љ–µ –њ–Њ–љ—П—В–љ–∞) –£—Б—В–∞–љ–Њ–≤–Є–Љ –Ю–њ—В–Є–Љ–Є–Ј–Є—А–Њ–≤–∞—В—М (—Г–Љ–µ–љ—М—И–∞–µ—В –Ї–Њ–ї–Є—З–µ—Б—В–≤–Њ —Е–Њ–ї–Њ—Б—В—Л—Е –њ—А–Њ—Е–Њ–і–Њ–≤) –Т—Б–µ –Њ—Б—В–∞–ї—М–љ—Л–µ –љ–∞—Б—В—А–Њ–є–Ї–Є Z –Є —Н—В–∞–њ—Л –њ–Њ–Ї–∞ –≤–∞–Љ –љ–µ –љ—Г–ґ–љ—Л.
–Ч–∞–і–µ–є—Б—В–≤—Г–µ–Љ –±–µ–Ј–Њ–њ–∞—Б–љ—Г—О –≤—Л—Б–Њ—В—Г —Д—А–µ–Ј—Л –љ–∞–і –і–µ—В–∞–ї—М—О 5–Љ–Љ.
–Я–Њ–ї—Г—З–Є–Љ –≤–Є–і:
–Т–Є–і G-–Ї–Њ–і–∞ –і–ї—П –ї–Є–љ–Є–Є 20–Љ–Љ.

7. –Т—А—Г—З–љ—Г—О –њ–Њ–і–≤–Њ–і–Є–Љ –Є–љ—Б—В—А—Г–Љ–µ–љ—В Z –Ї –≤–µ—А—Е–љ–µ–є –Ї—А–Њ–Љ–Ї–µ –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є,(–ґ–µ–ї–∞—В–µ–ї—М–љ–Њ —Б–≤–µ—А—Е—Г –њ—А–Њ–ї–Њ–ґ–Є—В—М –њ–Њ–ї–Њ—Б–Ї—Г –±—Г–Љ–∞–≥–Є –Є –Ї–Њ–љ—В—А–Њ–ї–Є—А–Њ–≤–∞—В—М –Ї–∞—Б–∞–љ–Є–µ –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ –Ј–∞–Ї—Г—Б—Л–≤–∞–љ–Є–µ–Љ –±—Г–Љ–∞–≥–Є. 8.
9. –Я–Њ–і–љ–Є–Љ–µ–Љ –њ—А–Њ–Є–Ј–≤–Њ–ї—М–љ–Њ Z –Њ—В –Љ–∞—В–µ—А–Є–∞–ї–∞
10. –Ч–∞–њ—Г—Б–Ї 11. –Ґ–µ–њ–µ—А—М –њ—А–Њ–Є–Ј–≤–Њ–ї—М–љ–Њ —Б–Љ–µ—Б—В–Є–Љ –њ–Њ–ї–Њ—Б—Г(–Ј–∞–≥–Њ—В–Њ–≤–Ї—Г) –њ–Њ –• –Є –£ –љ–∞–њ—А–Є–Љ–µ—А —Е +10 —Г +15 G-–Ї–Њ–і/–°–і–≤–Є–љ—Г—В—М /–Т—А—Г—З–љ—Г—О
–Э–∞—И–∞ –њ–Њ–ї–Њ—Б–∞ —Б–Љ–µ—Б—В–Є–ї–∞—Б—М –≤–њ—А–∞–≤–Њ –Є –≤–≤–µ—А—Е:
–Я–Њ–ї—Г—З–Є–Љ 2 –њ–Њ–ї–Њ—Б—Л –≥–ї—Г–±–Є–љ–Њ–є 2–Љ–Љ —Б –Њ—В—Б—В–Њ—П–љ–Є–µ–Љ –і—А—Г–≥ –Њ—В –і—А—Г–≥–∞. –Я–Њ–≤—В–Њ—А–Є–Љ —Г—А–Њ–Ї —Б–Љ–µ—Б—В–Є–≤ —В–µ–њ–µ—А—М —В–Њ–ї—М–Ї–Њ Y –љ–∞–њ—А–Є–Љ–µ—А –љ–∞ 32 - G-–Ї–Њ–і/–°–і–≤–Є–љ—Г—В—М /–Т—А—Г—З–љ—Г—О
–£—Б–ї–Њ–ґ–љ–Є–Љ –Ј–∞–і–∞—З—Г ,–њ–Њ–≤–µ—А–љ–µ–Љ —В–µ–њ–µ—А—М –њ–Њ–ї–Њ—Б—Г –љ–∞ —Г–≥–Њ–ї 90–≥—А–∞–і—Г—Б–Њ–≤.
–Т–Є–і –њ–Њ—Б–ї–µ –њ–Њ–≤–Њ—А–Њ—В–∞:
–Я–Њ—В—А–µ–љ–µ—А—Г–є—В–µ—Б—М –і–∞–ї–µ–µ –њ–Њ–≤–µ—А–љ—Г–≤ –љ–∞ –ї—О–±–Њ–є –њ–Њ—А–Њ–Є–Ј–≤–Њ–ї—М–љ—Л–є —Г–≥–Њ–ї –і–ї—П –Ј–∞–Ї—А–µ–њ–ї–µ–љ–Є—П —А–µ–Ј—Г–ї—М—В–∞—В–∞.
–Т —А–µ–Ј—Г–ї—М—В–∞—В–µ –≤—Л–њ–Њ–ї–љ–µ–љ–Є—П –Ј–∞–і–∞–љ–Є—П —Д–∞–Ї—В–Є—З–µ—Б–Ї–Є –Т—Л –љ–∞—Г—З–Є–ї–Є—Б—М :1). –£—Б—В–∞–љ–∞–≤–ї–Є–≤–∞—В—М –љ—Г–ї–µ–≤—Г—О –њ–Њ–Ј–Є—Ж–Є—О –≤ –ї—О–±–Њ–є —В–Њ—З–Ї–µ —Б–і–≤–Є–љ—Г—В–Њ–≥–Њ —Б—В–Њ–ї–∞, –Ї–Њ—В–Њ—А–∞—П —Б—В–∞–љ–Њ–≤–Є—В—Б—П –љ–∞—З–∞–ї—М–љ–Њ–є —В–Њ—З–Ї–Њ–є –Њ—В—Б—З–µ—В–∞ –Ї–Њ–Њ—А–і–Є–љ–∞—В. 2). –Ю–±–љ—Г–ї—П—В—М —Б–Љ–µ—Й–µ–љ–Є–µ –њ–Њ Z –Њ—В –≤—Л—Б–Њ—В—Л –Љ–∞—В–µ—А–Є–∞–ї–∞ —Б –њ–Њ–і—К–µ–Љ–Њ–Љ –љ–∞ –±–µ–Ј–Њ–њ–∞—Б–љ—Г—О –≤—Л—Б—В–∞–≤–ї–µ–љ—Г—О –≤—Л—Б–Њ—В—Г 8–Љ–Љ (–њ—А–Є —Г—Б–ї–Њ–≤–Є–Є —З—В–Њ –і–ї—П —В—А–µ–љ–Є—А–Њ–≤–Ї–Є –≤—Л –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–ї–Є —Д–∞–љ–µ—А—Г –Њ—В 3-5–Љ–Љ,–њ—А–Є –±–Њ–ї–µ–µ —В–Њ–ї—Б—В—Л—Е –Ј–∞–≥–Њ—В–Њ–≤–Ї–∞—Е —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–µ–љ–љ–Њ –љ–∞–і–Њ –Ј–∞–Ї–ї–∞–і—Л–≤–∞—В—М —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–µ–љ–љ–Њ –±–Њ–ї—М—И—Г—О –±–µ–Ј–Њ–њ–∞—Б–љ—Г—О –≤—Л—Б–Њ—В—Г), –±–µ–Ј –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є—П –і–∞—В—З–Є–Ї–∞ –≤—Л—Б–Њ—В—Л. 3). –°–Љ–µ—Й–∞—В—М –і–µ—В–∞–ї—М –≤ –ї—О–±—Г—О —В–Њ—З–Ї—Г —Б—В–Њ–ї–∞ –њ–Њ –• –Є Y –Њ—В–љ–Њ—Б–Є—В–µ–ї—М–љ–Њ –љ—Г–ї–µ–≤—Л—Е –Ї–Њ–Њ—А–і–Є–љ–∞—В. 4).–Я–Њ–≤–Њ—А–∞—З–Є–≤–∞—В—М –і–µ—В–∞–ї—М –њ–Њ–і –ї—О–±—Л–Љ —Г–≥–ї–Њ–Љ –і–ї—П —Г–і–Њ–±–љ–Њ–≥–Њ —А–∞–Ј–Љ–µ—Й–µ–љ–Є—П –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є. –£–†–Ю–Ъ 2
1. –°–љ–Є–Љ–∞–µ–Љ –≥–∞–ї–Њ—З–Ї—Г –†–∞–Ј—А–µ—И–Є—В—М –≤ –Љ–µ–љ—О –°–Ґ–Р–Э–Ю–Ъ/–£—Б—В–∞–љ–Њ–≤–Ї–∞ –њ–Њ–Ј–Є—Ж–Є–Є/–†–∞–Ј—А–µ—И–Є—В—М (–њ–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –њ–Є–Ї—В–Њ–≥—А–∞–Љ–Љ–∞ —Г—Б—В–∞–љ–Њ–≤–Ї–∞ –њ–Њ–Ј–Є—Ж–Є–Є –Њ–±–љ—Г–ї–Є—В—М
2. –Я–Њ—В—А–µ–љ–µ—А—Г–µ–Љ—Б—П –≤ –њ–µ—А–µ–љ–∞–Ј–љ–∞—З–µ–љ–Є–Є –њ–Њ–Ј–Є—Ж–Є–Є –љ–∞—З–∞–ї—М–љ–Њ–є —Г—Б—В–∞–љ–Њ–≤–Ї–Њ–є –љ—Г–ї–µ–≤—Л—Е –Ї–Њ–Њ—А–і–Є–љ–∞—В –і–ї—П —Д—А–µ–Ј–µ—А–Њ–≤–Ї–Є –і–µ—В–∞–ї–Є –≤ –ї—О–±–Њ–є —В–Њ—З–Ї–µ —А–∞–±–Њ—З–µ–≥–Њ —Б—В–Њ–ї–∞ –Є—Б–њ–Њ–ї—М–Ј—Г—П –њ–Є–Ї—В–Њ–≥—А–∞–Љ–Љ—Г –Ґ–Њ–ї—М–Ї–Њ —В–µ–Ї—Г—Й–µ–µ –Ј–љ–∞—З–µ–љ–Є–µ –•Y -–љ–∞–ґ–∞—В–Є–µ–Љ –Ф–Њ–њ—Г—Б—В–Є–Љ –≤–∞—И —А–∞–±–Њ—З–Є–є –Є–љ—Б—В—А—Г–Љ–µ–љ—В —Б—В–Њ—П–ї –≤ –њ—А–Њ–Є–Ј–≤–Њ–ї—М–љ–Њ–є —В–Њ—З–Ї–µ —Б—В–Њ–ї–∞.–њ–Њ—Б–ї–µ —Н–Ї—Б–њ–Њ—А—В–∞ –≤—Л –≤–Є–і–µ—В–µ —З—В–Њ –і–µ—В–∞–ї—М( –±–µ–ї–∞—П –њ–Њ–ї–Њ—Б–∞) —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–∞ –љ–∞ –Њ—Б–Є –£ —Б –Њ—В—Б—В–Њ—П–љ–Є–µ–Љ –Њ—В –љ—Г–ї—П.
–Я–µ—А–µ–і–≤–Є–љ–µ–Љ —Д—А–µ–Ј—Г –≤ –ї—О–±–Њ–µ –і—А—Г–≥–Њ–µ –Љ–µ—Б—В–Њ —Б—В–Њ–ї–∞ ,–љ–∞–њ—А–Є–Љ–µ—А –≤ –≤–µ—А—Е–љ–Є–є –ї–µ–≤—Л–є —Б–µ–Ї—В–Њ—А (–њ–∞—В—А–Њ–љ –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ –њ–Њ–Ї–∞–Ј–∞–љ –ґ–µ–ї—В—Л–Љ –Ї–Њ–љ—Г—Б–Њ–Љ) ,–≤–Є–і–Є–Љ —З—В–Њ –Ї–Њ–Њ—А–і–Є–љ–∞—В—Л –љ–∞—З–∞–ї–∞ —Д—А–µ–Ј–µ—А–Њ–≤–Ї–Є –Є —Б–∞–Љ–∞ –і–µ—В–∞–ї—М –Њ—Б—В–∞–ї–Є—Б—М –љ–∞ –Љ–µ—Б—В–µ.
–Ш –≤–Є–і–Є–Љ —З—В–Њ –і–µ—В–∞–ї—М —Б –љ–∞—З–∞–ї—М–љ—Л–Љ–Є –Ї–Њ–Њ—А–і–Є–љ–∞—В–∞–Љ–Є –Њ–±—А–∞–±–Њ—В–Ї–Є —Б–Љ–µ—Б—В–Є–ї–∞—Б—М –≤ –њ–µ—А–µ—Б—В–∞–≤–ї–µ–љ–љ–Њ–µ –Љ–µ—Б—В–Њ –љ–∞ —Б—В–Њ–ї–µ.
–Я–Њ–њ—А–Њ–±—Г–є—В–µ –µ—Й–µ —А–∞–Ј –њ–µ—А–µ—Б—В–∞–≤—М—В–µ —Д—А–µ–Ј—Г –≤ –ї—О–±—Л–µ –Ї–Њ–Њ—А–і–Є–љ–∞—В—Л –Є –љ–∞–ґ–Љ–Є—В–µ
–Ґ–µ–њ–µ—А—М –Т—Л –љ–∞—Г—З–Є–ї–Є—Б—М –Ј–∞–і–∞–≤–∞—В—М —А–∞–±–Њ—В—Г —А–µ–ґ—Г—Й–µ–≥–Њ –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ –≤ –ї—О–±–Њ–Љ –Љ–µ—Б—В–µ —А–∞–±–Њ—З–µ–≥–Њ —Б—В–Њ–ї–∞ , —В–Њ –µ—Б—В—М —В–∞–Љ ,–≥–і–µ –≤–∞–Љ —Г–і–Њ–±–љ–Њ –љ–∞—З–∞—В—М —Д—А–µ–Ј–µ—А–Њ–≤–Ї—Г –Є –≥–і–µ –Ј–∞–Ї—А–µ–њ–ї–µ–љ–∞ –≤–∞—И–∞ –Ј–∞–≥–Њ—В–Њ–≤–Ї–∞ .
–Х—Б–ї–Є –≤—Л –љ–µ –Ј–∞–њ—Г—Б—В–Є–ї–Є –њ—А–Њ–≥—А–∞–Љ–Љ—Г —Д—А–µ–Ј–µ—А–Њ–≤–Ї–Є, —В–Њ –љ–∞–ґ–∞—В–Є–µ –Ґ–Њ–ї—М–Ї–Њ —В–µ–Ї—Г—Й–µ–µ –Ј–љ–∞—З–µ–љ–Є–µ –•Y
–Ґ–µ–њ–µ—А—М –Њ –Ј–љ–∞–Ї–∞—Е –≤ –≤–Є–і–µ –Ї–Њ–љ—Г–Њ–≤ ,—З—В–Њ —Б—В–Њ—П—В –≤ —А–∞–є–Њ–љ–µ –љ—Г–ї–µ–є –• –Є –£ —Б –љ–∞–і–њ–Є—Б—П–Љ–Є S1, P2, G28,G30,L
–≠—В–Є —Г–ї–Њ–≤–љ—Л–µ –Ї–Њ–љ—Г—Б–∞ –Њ–±–Њ–Ј–љ–∞—З–∞—О—В —Б–ї–µ–і—Г—О—Й–µ–µ: –†1-–њ–∞—А–Ї–Њ–≤–Ї–∞ –†2-–њ–∞—А–Ї–Њ–≤–Ї–∞ S1- –Љ–µ—Б—В–Њ —Б–Њ—Е—А–∞–љ–µ–љ–љ–Њ–є –њ–Њ–Ј–Є—Ж–Є–Є G28-–Т–µ—А–љ—Г—В—М—Б—П –≤ —А–µ—Д–µ—А–µ–љ—В–љ—Г—О —В–Њ—З–Ї—Г –†–µ—Д–µ—А–µ–љ—В–љ–∞—П —В–Њ—З–Ї–∞ R –Њ–њ–Є—Б—Л–≤–∞–µ—В –Ј–∞–і–∞–љ–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –љ–∞ –Њ—Б–Є. –≠—В–Њ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –≤—Б–µ–≥–і–∞ –Є–Љ–µ–µ—В –Њ–і–Є–љ–∞–Ї–Њ–≤–Њ–µ —А–∞—Б—Б—В–Њ—П–љ–Є–µ –Њ—В –љ—Г–ї–µ–≤–Њ–є —В–Њ—З–Ї–Є —Б—В–∞–љ–Ї–∞ –Ь –Є —Б–ї—Г–ґ–Є—В –≤ –Ї–∞—З–µ—Б—В–≤–µ –њ—А–Є–≤—П–Ј–Ї–Є. –Т –Ј–∞–≤–Є—Б–Є–Љ–Њ—Б—В–Є –Њ—В –Є—Б–њ–Њ–ї—М–Ј—Г–µ–Љ—Л—Е –љ–∞ —Б—В–∞–љ–Ї–µ –і–∞—В—З–Є–Ї–Њ–≤ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є–є –Љ–Њ–ґ–µ—В –њ–Њ–љ–∞–і–Њ–±–Є—В—М—Б—П –њ—А–Њ—Е–Њ–ґ–і–µ–љ–Є–µ —А–µ—Д–µ—А–µ–љ—В–љ–Њ–є —В–Њ—З–Ї–Є: (—Б–Є–Љ–≤–Њ–ї) · –Я—А–Є –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–Є –Є–љ–Ї—А–µ–Љ–µ–љ—В–∞–ї—М–љ—Л—Е –і–∞—В—З–Є–Ї–Њ–≤ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є–є –њ–Њ—Б–ї–µ –≤–Ї–ї—О—З–µ–љ–Є—П –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –њ—А–Њ—Е–Њ–ґ–і–µ–љ–Є–µ/–њ–µ—А–µ—Б–µ—З–µ–љ–Є–µ —А–µ—Д–µ—А–µ–љ—В–љ—Л—Е —В–Њ—З–µ–Ї. · –° –∞–±—Б–Њ–ї—О—В–љ—Л–Љ–Є –і–∞—В—З–Є–Ї–∞–Љ–Є –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є–є —Б–Є—Б—В–µ–Љ–∞ –І–Я–£ –њ–Њ–ї—Г—З–∞–µ—В —В–µ–Ї—Г—Й–µ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ —Б—А–∞–Ј—Г –њ–Њ—Б–ї–µ –≤–Ї–ї—О—З–µ–љ–Є—П. · –Ш–љ–Ї—А–µ–Љ–µ–љ—В–∞–ї—М–љ—Л–µ –і–∞—В—З–Є–Ї–Є –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є–є(–ї–Є–љ–µ–є–љ—Л–µ –і–∞—В—З–Є–Ї–Є –њ—А–µ–Њ–±—А–∞–Ј—Г—О—В –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є–µ –Њ—Б–Є –≤ —Б—З–µ—В–љ—Л–µ –Є–Љ–њ—Г–ї—М—Б—Л. –Я–Њ–ї—Г—З–µ–љ–љ—Л–µ —В–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ —Б–Є–≥–љ–∞–ї—Л –ї–µ–≥–Ї–Њ –Њ–±—А–∞–±–∞—В—Л–≤–∞—О—В—Б—П —Б –њ–Њ–Љ–Њ—Й—М—О –љ–µ—Б–ї–Њ–ґ–љ–Њ–є —Н–ї–µ–Ї—В—А–Њ–љ–Є–Ї–Є. · –Р–±—Б–Њ–ї—О—В–љ—Л–µ –і–∞—В—З–Є–Ї–Є –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є–є –њ–µ—А–µ–і–∞—О—В –≤ —Б–Є—Б—В–µ–Љ—Г –І–Я–£ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –Њ—Б–Є –≤ –≤–Є–і–µ –∞–±—Б–Њ–ї—О—В–љ–Њ–≥–Њ –Ј–љ–∞—З–µ–љ–Є—П. –С–ї–∞–≥–Њ–і–∞—А—П —Н—В–Њ–Љ—Г —Б—В–∞–љ–Њ–Ї –Љ–Њ–ґ–љ–Њ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М —Б—А–∞–Ј—Г –њ–Њ—Б–ї–µ –≤–Ї–ї—О—З–µ–љ–Є—П.
G30- –Я–Њ–і–љ—П—В–Є–µ –Њ—Б–Є Z –љ–µ —В–Њ—З–Ї—Г —Б–Љ–µ–љ—Л –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ L- –Ь–µ—Б—В–Њ –Ј–∞–Љ–µ—А–∞ –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ –Ъ—А–∞—Б–љ—Л–є –Ї–Њ–љ—З–Є–Ї –Ї–Њ–љ—Г—Б–∞ –Њ–±–Њ–Ј–љ–∞—З–∞–µ—В –Є–љ—Б—В—А—Г–Љ–µ–љ—В, –ґ–µ–ї—В—Л–є –њ–∞—В—А–Њ–љ. –Т—Б–µ —Н—В–Є –Ј–љ–∞–Ї–Є –Љ–Њ–ґ–љ–Њ —Г—Б—В–∞–љ–∞–≤–ї–Є–≤–∞—В—М –Є —Г–±–Є—А–∞—В—М –≤ –Љ–µ–љ—О:
–Т–Є–і/–Я–Њ–Ї–∞–Ј–∞—В—М –Э–∞—Б—В—А–Њ–є–Ї–∞ –Ї–∞–ґ–і–Њ–≥–Њ –Є–Ј —Н—В–Є—Е –њ–∞—А–∞–Љ–µ—В—А–Њ–≤ –Њ—Б—Г—Й–µ—Б—В–≤–ї—П–µ—В—Б—П —З–µ—А–µ–Ј –Љ–µ–љ—О : –§–∞–є–ї/Settings/–Я–∞—А–∞–Љ–µ—В—А—Л –Я–Њ –Њ—З–µ—А–µ–і–Є –і–ї—П –Ї–∞–ґ–і–Њ–є –њ–Њ–Ј–Є—Ж–Є–Є –Љ–Њ–ґ–µ—В–µ —Г—Б—В–∞–љ–Њ–≤–Є—В—М –љ–µ–Њ–±—Е–Њ–і–Є–Љ—Л–µ –Ї–Њ–Њ—А–і–Є–љ–∞—В—Л –µ—Б–ї–Є –Њ–љ–Є –≤–∞–Љ –њ–Њ–љ–∞–і–Њ–±—П—В—Б—П.
–Ъ–ї–Њ–љ–Є—А–Њ–≤–∞–љ–Є–µ –і–µ—В–∞–ї–µ–є. –Ф–ї—П –њ–Њ–≤—В–Њ—А–µ–љ–Є—П –Њ–і–Є–љ–∞–Ї–Њ–≤—Л—Е –і–µ—В–∞–ї–µ–є –µ—Б—В—М —Г–і–Њ–±–љ–∞—П —Д—Г–љ–Ї—Ж–Є—П –Ъ–Ы–Ю–Э–Ш–†–Ю–Т–Р–Э–Ш–Х. –Ъ–ї–Њ–љ–Є—А–Њ–≤–∞—В—М –і–µ—В–∞–ї–Є :G ––Ї–Њ–і / –†–∞—Б—И–Є—А–µ–љ–љ—Л–є/–Ъ–ї–Њ–љ–Є—А–Њ–≤–∞—В—М –Ю–і–љ–∞ –њ–Њ–ї–Њ—Б–∞ –і–Њ –Ї–ї–Њ–љ–Є—А–Њ–≤–∞–љ–Є—П
Count-–Ї–Њ–ї–Є—З–µ—Б—В–≤–Њ –Ї–ї–Њ–љ–Њ–≤ –њ–Њ –• –ЄY –Є —А–∞—Б—Б—В–Њ—П–љ–Є–µ –Љ–µ–ґ–і—Г –Ї–ї–Њ–љ–∞–Љ–Є. –†–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –њ–Њ–ї–Њ—Б –њ–Њ—Б–ї–µ –Ї–ї–Њ–љ–Є—А–Њ–≤–∞–љ–Є—П.
–Т —А–µ–Ј—Г–ї—М—В–∞—В–µ –њ–Њ–ї—Г—З–Є–Љ 3 —И—В –Њ–і–Є–љ–∞–Ї–Њ–≤—Л—Е –і–µ—В–∞–ї–µ–є. –°–ї–µ–і—Г–µ—В –њ–Њ–Љ–љ–Є—В—М —З—В–Њ –µ—Б–ї–Є –і–µ—В–∞–ї—М —Г–ґ–µ –Є–Љ–њ–Њ—А—В–Є—А–Њ–≤–∞–љ–∞ –Є –Т—Л –Ј–∞—Е–Њ—В–Є—В–µ –њ–Њ–Љ–µ–љ—П—В—М –≥–ї–Њ–±–∞–ї—М–љ—Л–µ –љ–∞—Б—В—А–Њ–є–Ї–Є: –§–Р–Щ–Ы/–Э–∞—Б—В—А–Њ–є–Ї–Є , –Ї–∞–Ї —В–Њ–ї—М–Ї–Њ –≤—Л —Б–Љ–µ–љ–Є—В–µ –љ–∞—Б—В—А–Њ–є–Ї–Є G-–Ї–Њ–і –Є—Б—З–µ–Ј–љ–µ—В , –њ—А–Є–і–µ—В—Б—П —Б–љ–Њ–≤–∞ –Є–Љ–њ–Њ—А—В–Є—А–Њ–≤–∞—В—М DXF —Д–∞–є–ї , –і–ї—П –±—Л—Б—В—А–Њ—В—Л –Њ—В–Ї—А—Л—В–Є—П –≤ –Љ–µ–љ—О –§–∞–є–ї—Л –µ—Б—В—М –Э–µ–і–∞–≤–љ–Є–µ —Д–∞–є–ї—Л. –°–ї–µ–і—Г–µ—В –њ–Њ–Љ–љ–Є—В—М —З—В–Њ –њ—А–Њ–≥—А–∞–Љ–Љ–∞ –љ–µ –і–µ–ї–∞–µ—В –Ї–Њ—А—А–µ–Ї—В–Є—А–Њ–≤–Њ–Ї –≤ DXF —Д–∞–є–ї–∞—Е –њ–Њ–њ—А–∞–≤–Њ–Ї –љ–∞ —А–∞–і–Є—Г—Б —Д—А–µ–Ј—Л, —Б–ї–µ–і–Њ–≤–∞—В–µ–ї—М–љ–Њ –њ—А–Є –њ–Њ–і–≥–Њ—В–Њ–≤–Ї–µ —Д–∞–є–ї–∞ –≤ –Р–≤—В–Њ–Ї–∞–і–µ –Є–ї–Є –Ъ–Њ–Љ–њ–∞—Б–µ –љ–∞–і–Њ —Б—А–∞–Ј—Г –Ї–Њ—А—А–µ–Ї—В–Є—А–Њ–≤–∞—В—М —А–∞–Ј–Љ–µ—А—Л –љ–∞—А—Г–ґ–љ—Л—Е –Є –≤–љ—Г—В—А–µ–љ–љ–Є—Е –Ї–Њ–љ—В—Г—А–Њ–≤ –љ–∞ —А–∞–і–Є—Г—Б —Д—А–µ–Ј—Л –і–ї—П –њ–Њ–ї—Г—З–µ–љ–Є—П –љ—Г–ґ–љ—Л—Е —А–∞–Ј–Љ–µ—А–Њ–≤ –њ—А–Є —Д—А–µ–Ј–µ—А–Њ–≤–Ї–µ , –љ–µ –Ј–∞–±—Л—В—М —Г–±—А–∞—В—М –ї–Є—И–љ–Є–µ —А–∞–Ј–Љ–µ—А—Л, –Њ—Б–µ–≤—Л–µ –ї–Є–љ–Є–Є ,—И—В—А–Є—Е–Њ–≤–Ї–Є –Є —В.–њ. –Т–∞–ґ–љ–Њ –њ—А–Њ–≤–µ—А–Є—В—М —Ж–µ–ї–Њ—Б—В–љ–Њ—Б—В—М –Ї–Њ–љ—В—Г—А–Њ–≤ ,–µ—Б–ї–Є –Ї–∞–Ї–Є–µ –ї–Є–±–Њ –ї–Є–љ–Є–Є –Ї–Њ–љ—В—Г—А–Њ–≤ –љ–µ –Ј–∞–Љ–Ї–љ—Г—В—Л (–Њ–±—Л—З–љ–Њ –≤ –Љ–µ–ї–Ї–Њ–Љ –Љ–∞—Б—И—В–∞–±–µ –Т—Л —Н—В–Њ–≥–Њ –љ–µ –≤–Є–і–Є—В–µ) —В–Њ –њ—А–Є –њ–Њ—Б–ї–µ–і—Г—О—Й–µ–є —Д—А–µ–Ј–µ—А–Њ–≤–Ї–µ –±—Г–і—Г—В –ї–Є—И–љ–Є–µ –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є–µ –Њ—Б—В–∞–љ–≤–Ї–Є —Б –њ–Њ–і—К–µ–Љ–Њ–Љ –Є –Њ–њ—Г—Б–Ї–∞–љ–Є–µ–Љ —Д—А–µ–Ј—Л , —З—В–Њ —Г–≤–µ–ї–Є—З–Є—В –≤—А–µ–Љ—П –Њ–±—А–∞–±–Њ—В–Ї–Є –і–µ—В–∞–ї–Є —Г—З–Є—В—Л–≤–∞—П —З—В–Њ –≤—Л —Д—А–µ–Ј–µ—А—Г–µ—В–µ –≤ –љ–µ—Б–Ї–Њ–ї—М–Ї–Њ –њ—А–Њ—Е–Њ–і–Њ–≤.
–Т –њ—А–Њ–≥—А–∞–Љ–Љ–µ –Ъ–Њ–Љ–њ–∞—Б –µ—Б—В—М —Д—Г–љ–Ї—Ж–Є—П –≤ –С–Є–±–ї–Є–Њ—В–µ–Ї–∞—Е –і–ї—П –њ—А–Њ–≤–µ—А–Ї–Є —Ж–µ–ї–Њ—Б—В–љ–Њ—Б—В–Є –Ј–∞–Љ–Ї–љ—Г—В—Л—Е –ї–Є–љ–Є–є ,—З—В–Њ –Њ–±–ї–µ–≥—З–Є—В –њ—А–Њ–≤–µ—А–Ї—Г —З–µ—А—В–µ–ґ–∞ (–Т –Р–≤—В–Њ–Ї–∞–і–µ –љ–µ –Ј–љ–∞—О,–љ–µ —А–∞–±–Њ—В–∞–ї). –Ф–ї—П –±–Њ–ї–µ–µ –±—Л—Б—В—А–Њ–є –Ї–Њ—А—А–µ–Ї—В–Є—А–Њ–≤–Ї–Є —З–µ—А—В–µ–ґ–∞ –≤ –Ъ–Њ–Љ–њ–∞—Б–µ –Љ–Њ–ґ–љ–Њ –≤—Л–і–µ–ї–Є—В—М –Ї–Њ–љ—В—Г—А –і–µ—В–∞–ї–Є –Є —Б–і–µ–ї–∞—В—М –Љ–∞—Б—И—В–∞–±–Є—А–Њ–≤–∞–љ–Є–µ —Б –Ї–Њ—Н—Д—Д–Є—Ж–Є–µ–љ—В–∞–Љ–Є –њ–Њ–• –Є Y —А–∞–≤–љ—Л–Љ–Є 1,06 –і–ї—П —Д—А–µ–Ј—Л –і–Є–∞–Љ–µ—В—А–Њ–Љ 3–Љ–Љ –Ф–µ—В–∞–ї—М —И–Є—А–Є–љ–Њ–є 100–Љ–Љ —Б—В–∞–љ–µ—В 106–Љ–Љ) , –љ–µ—Г–і–Њ–±–љ–Њ —В–Њ–ї—М–Ї–Њ —З—В–Њ –≤–љ—Г—В—А–µ–љ–љ–Є–µ –Њ—В–≤–µ—А—Б—В–Є—П ,–≤—Л—А–µ–Ј—Л –Є –њ–∞–Ј—Л —В–Њ –ґ–µ —Г–≤–µ–ї–Є—З–∞—В—М—Б—П , –µ—Б–ї–Є –Є—Е —Г–Љ–µ–љ—М—И–∞—В—М –љ–∞ –Ъ-0,9 –Њ–љ–Є —Г–Љ–µ–љ—М—И–∞—В—М—Б—П –љ–∞ 6–Љ–Љ –і–ї—П –Њ–Ї—А—Г–ґ–љ–Њ—Б—В–µ–є –љ–Њ —Б–Љ–µ—Й–∞–µ—В—Б—П —Ж–µ–љ—В—А , –њ–Њ—Н—В–Њ–Љ—Г —В—Г—В –≤–Є–і–Є–Љ–Њ –ї—Г—З—И–µ –њ–µ—А–µ—А–Є—Б–Њ–≤–∞—В—М –ї–Є–љ–Є–Є —Б—А–∞–Ј—Г –Ј–∞–љ–Њ–≤–Њ. –Ф–ї—П —Б–Њ–Ї—А–∞—Й–µ–љ–Є—П –≤—А–µ–Љ–µ–љ–Є –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є—П –і–µ—В–∞–ї–µ–є –±–Њ–ї–µ–µ –≤—Л–≥–Њ–і–љ–Њ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М —Б–Љ–µ–ґ–љ—Л–µ —Б—В–µ–љ–Ї–Є —А–µ–Ј–∞ , —В–Њ–≥–і–∞ –њ—А–Є –Њ–і–љ–Њ–Љ –њ—А–Њ—Е–Њ–і–µ –≤—Л –њ–Њ–ї—Г—З–Є—В–µ —А–µ–Ј –љ–∞ –і–≤–µ –Є –±–Њ–ї–µ–µ –і–µ—В–∞–ї–Є.
–Ш—В–∞–Ї –њ–µ—А–≤—Л–µ –љ–∞–≤—Л–Ї–Є —Г–ґ–µ –њ–Њ–ї—Г—З–µ–љ—Л. –Ю—Б—В–∞–ї—М–љ–Њ–µ —Б–Њ –≤—А–µ–Љ–µ–љ–µ–Љ –Є–Ј—Г—З–Є—В–µ —Б–∞–Љ–Є . –Ф–ї—П —А–∞–±–Њ—В—Л —Б —Д–Є–Ї—Б–Є—А–Њ–≤–∞–љ–љ—Л–Љ —Б—В–Њ–ї–Њ–Љ –Є –љ–∞—З–∞–ї–Њ–Љ –Ї–Њ–Њ—А–і–Є–љ–∞—В —Б–љ–Є–Љ–Є—В–µ –≥–∞–ї–Њ—З–Ї—Г –°–Ґ–Р–Э–Ю–Ъ/–£—Б—В–∞–љ–Њ–≤–Ї–∞ –њ–Њ–Ј–Є—Ж–Є–Є/–†–∞–Ј—А–µ—И–Є—В—М –Т –љ–µ–Ї–Њ—В–Њ—А—Л—Е —Б–ї—Г—З–∞—П—Е —В–Є–њ–∞ –Ј–∞–≥–љ–∞—В—М —Б—В–∞–љ–Њ–Ї –≤ —Г–њ–Њ—А –Љ–Њ–≥—Г—В —Б–±–Є—В—М—Б—П –љ–∞—Б—В—А–Њ–є–Ї–Є –њ—А–µ–і–µ–ї—М–љ—Л—Е –Њ–≥—А–∞–љ–Є—З–µ–љ–Є–є —Б—В–Њ–ї–∞ ,—В–Њ–≥–і–∞ –њ—А–Є–і–µ—В—Б—П –њ–µ—А–µ–љ–∞—Б—В—А–∞–Є–≤–∞—В—М –Њ—Б–Є –Ї–∞–Ї –±—Л–ї–Њ –Њ–њ–Є—Б–∞–љ–Њ –≤ —Б–∞–Љ–Њ–Љ –љ–∞—З–∞–ї–µ —Б—В–∞—В—М–Є.
–Ш—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–µ –і–∞—В—З–Є–Ї–∞ –Ј–∞–Љ–µ—А–∞ –і–ї–Є–љ—Л –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞.
–Ф–ї—П –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є—П –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–є —Д—Г–љ–Ї—Ж–Є–Є –Ј–∞–Љ–µ—А–∞ –і–∞—В—З–Є–Ї–Њ–Љ —В–Њ–ї—Й–Є–љ—Л —Г—Б—В–∞–љ–Њ–≤–Є—В–µ –≤ –љ–∞—Б—В—А–Њ–є–Ї–∞—Е Settings /–Ф–∞—В—З–Є–Ї –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ / –†–∞–Ј—А–µ—И–Є—В—М –Я–Њ–Љ–љ–Є—В–µ —В–Њ–ї—М–Ї–Њ –Њ –Њ—Б–Њ–±–µ–љ–љ–Њ—Б—В–Є –њ—А–Њ–≥—А–∞–Љ–Љ—Л ,–µ—Б–ї–Є –≤—Л –±–µ–Ј –і–∞—В—З–Є–Ї–∞ —Б–ї—Г—З–∞–є–љ–Њ –Њ–њ—Г—Б—В–Є–ї–Є –Є–љ—Б—В—А—Г–Љ–µ–љ—В –≤ —Г–њ–Њ—А –≤–љ–Є–Ј –і–Њ —Б—А–∞–±–∞—В—Л–≤–∞–љ–Є—П –љ–Є–ґ–љ–µ–≥–Њ –Ї–Њ–љ–µ—З–љ–Њ–≥–Њ –≤—Л–Ї–ї—О—З–∞—В–µ–ї—П, —В–Њ –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–≥–Њ –њ–Њ–і—К–µ–Љ–∞ –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ –Њ—В –≤—Л–љ–Њ—Б–љ–Њ–≥–Њ –њ—Г–ї—М—В–∞ –Є–ї–Є —Н–Ї—А–∞–љ–љ–Њ–≥–Њ —Г–ґ–µ –љ–µ –±—Г–і–µ—В, –љ–∞–і–Њ –Њ—В–Ї–ї—О—З–Є—В—М —Б—В–∞–љ–Њ–Ї –Є –≤—А—Г—З–љ—Г—О –≤—А–∞—Й–∞—П –Љ—Г—Д—В—Г –њ–Њ–і–љ—П—В—М –Ї–∞—А–µ—В–Ї—Г –і–Њ —А–∞–Ј–Љ—Л–Ї–∞–љ–Є—П –Ї–Њ–љ–µ—З–љ–Є–Ї–∞. –Ф–ї—П –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є—П –і–∞—В—З–Є–Ї–∞ –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ –њ–Њ–і–Ї–ї—О—З–Є—В–µ –Ј–∞–ґ–Є–Љ –Ї—А–Њ–Ї–Њ–і–Є–ї –Ї —Д—А–µ–Ј–µ ,–∞ –≤—В–Њ—А–Њ–є —Б—В–µ–Ї–ї–Њ—В–µ–Ї—Б—В–Њ–ї–Є—В–Њ–≤—Л–є –Ї–Њ–љ–µ—Ж –њ–Њ–ї–Њ–ґ–Є—В–µ –Њ–Љ–µ–і–љ–µ–љ–љ–Њ–є —З–∞—Б—В—М—О –љ–∞ –і–µ—В–∞–ї—М, –љ–∞–ґ–∞—В—М
–І–∞—Б—В—М 4. –Ю—Б–љ–Њ–≤–љ–Њ–µ –Љ–µ–љ—О –§–∞–є–ї
–Ш–Љ–њ–Њ—А—В–Є—А–Њ–≤–∞—В—М DXF –≤—Л —Г–ґ–µ –љ–∞—Г—З–Є–ї–Є—Б—М. –Э–µ –≤—Л–Ј–Њ–≤–µ—В —В—А—Г–і–љ–Њ—Б—В–µ–є –Ј–∞–≥—А—Г–Ј–Ї–∞ —Г–ґ–µ –≥–Њ—В–Њ–≤–Њ–≥–Њ G-–Ї–Њ–і–∞ —Б –Ї–∞–Ї–Њ–≥–Њ-–ї–Є–±–Њ –Є—Б—В–Њ—З–љ–Є–Ї–∞ –Є–ї–Є —Б–Њ—Е—А–∞–љ–µ–љ–љ–Њ–≥–Њ –≤–∞–Љ–Є —Б –њ–Њ–Љ–Њ—Й—М—О –≠–Ї—Б–њ–Њ—А—В–Є—А–Њ–≤–∞—В—М —В—А–∞–µ–Ї—В–Њ—А–Є—О –≤ dxf. –Ш–Љ–њ–Њ—А—В –Є–Ј–Њ–±—А–∞–ґ–µ–љ–Є–є 2D –Є 3D –њ—А–Њ–Є—Б—Е–Њ–і–Є—В –∞–љ–∞–ї–Њ–≥–Є—З–љ–Њ –Ї–∞–Ї –Є —Д–∞–є–ї–Њ–≤ DXF, —В–Њ–ї—М–Ї–Њ —Б–Њ —Б–≤–Њ–Є–Љ–Є –љ–∞—Б—В—А–Њ–є–Ї–∞–Љ–Є .–Ъ–Њ–µ-–Ї–∞–Ї–Є–µ –њ—А–Є–Љ–µ—А—Л –µ—Б—В—М –љ–∞ —Б–∞–є—В–µ –њ–Њ–і–і–µ—А–ґ–Ї–Є. –Т –Љ–µ–љ—О –У–µ–љ–µ—А–∞—В–Њ—А G-–Ї–Њ–і–∞ –µ—Б—В—М –≤—Б—В—А–Њ–µ–љ–љ—Л–µ —Д—Г–љ–Ї—Ж–Є–Є :
–Ґ–∞–Ї –ґ–µ –њ—А–Њ–≥—А–∞–Љ–Љ–∞ –і—А—Г–ґ–Є—В —Б –њ—А–Њ–≥—А–∞–Љ–Љ–Њ–є –њ–Њ—Б—В—А–Њ–µ–љ–Є—П –њ—А–Њ—Д–Є–ї–µ–є Profili 2 . –Т –њ—А–Њ–≥—А–∞–Љ–Љ–µ –њ—А–Њ—Д–Є–ї–Є –≤—Л–±–Є—А–∞–µ–Љ –љ—Г–ґ–љ—Л–є –≤–∞–Љ –њ—А–Њ—Д–Є–ї—М ,–Ј–∞–і–∞–µ–Љ –љ—Г–ґ–љ—Л–µ –њ–∞—А–∞–Љ–µ—В—А—Л –њ—А–Њ—Д–Є–ї—П (—Е–Њ—А–і—Г , –Љ–µ—Б—В–∞ –њ–Њ–і –ї–Њ–љ–ґ–µ—А–Њ–љ—Л –Є –Є—Е –Ї–Њ–ї–Є—З–µ—Б—В–≤–Њ ,–Ј–∞–і–∞–µ–Љ –Ї–∞–Ї–Є–µ –Њ—В–≤–µ—А—Б—В–Є—П –Є –Є—Е –Ї–Њ–ї–Є—З–µ—Б—В–≤–Њ –і–ї—П –Њ–±–ї–µ–≥—З–µ–љ–Є—П –Є —В.–њ) –Є –і–∞–ї–µ–µ –≤ –Љ–µ–љ—О Setting –≤—Л–±–Є—А–∞–µ–Љ G-–Ї–Њ–і—Л ,–≤—Л—Б—В–∞–≤–ї—П–µ–Љ –Ч–∞–≥–Њ–ї–Њ–≤–Њ–Ї(Header) –Є –Ї–Њ–ї–Њ–љ—В–Є—В—Г–ї (Footer) –њ—А–Њ—З–Є–µ –њ–∞—А–∞–Љ–µ—В—А—Л: —Б–Ї–Њ—А–Њ—Б—В—М —А–µ–Ј–∞ ,–≥–ї—Г–±–Є–љ–∞ –Є —В. –і. –Ы–Є–±–Њ –µ—Б—В—М –≤—В–Њ—А–Њ–є –≤–∞—А–Є–∞–љ—В –љ–∞–ґ–∞—В—М –њ–Є–Ї—В–Њ–≥—А–∞–Љ–Љ—Г –≤ –≤–Є–і–µ –і–Є—Б–Ї–µ—В—Л DXF –Є —Б–Њ—Е—А–∞–љ–Є—В—М —Д–∞–є–ї ,–і–∞–ї–µ–µ –Є–Љ–њ–Њ—А—В–Є—А–Њ–≤–∞—В—М –µ–≥–Њ –≤ –њ—А–Њ–≥—А–∞–Љ–Љ–µ CNC —Б–Љ–Њ—В—А–Є–Љ –Ї–∞—А—В–Є–љ–Ї–Є –љ–Є–ґ–µ.
–Я–†–Ю–У–†–Р–Ь–Ь–Р –Я–†–Ю–§–Ш–Ы–Ш
–Ш–Љ–њ–Њ—А—В –≤ G-–Ї–Њ–і–∞:
–Я—А–Є–Љ–µ—А—Л –Є–Љ–њ–Њ—А—В–∞ DXF —Д–∞–є–ї–Њ–≤:
–Х—Й–µ —А–∞–Ј –Њ–±—А–∞—Й–∞—О –≤–∞—И–µ –≤–љ–Є–Љ–∞–љ–Є–µ: –Я—А–Є —Н–Ї—Б–њ–Њ—А—В–µ —Д–∞–є–ї–Њ–≤ –І–µ—А—В–µ–ґ —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є—П –≤–∞—И–µ–є –і–µ—В–∞–ї–Є –Љ–Њ–ґ–µ—В –Њ–Ї–∞–Ј–∞—В—М—Б—П –≤–љ–µ –≥–∞–±–∞—А–Є—В–Њ–≤ —А–∞–±–Њ—З–µ–є –Ј–Њ–љ—Л —Б—В–Њ–ї–∞ : —Б–±–Њ–Ї—Г –Њ—В —Б—В–Њ–ї–∞, –љ–∞–і —Б—В–Њ–ї–Њ–Љ –Є–ї–Є –њ–Њ–і —Б—В–Њ–ї–Њ–Љ. –Т —В–∞–Ї–Є—Е —Б–ї—Г—З–∞—П—Е –њ–Њ—Б—В—Г–њ–∞–є—В–µ –Ї–∞–Ї –і–µ–ї–∞–ї–Є –≤ –њ–µ—А–≤–Њ–Љ —Г—А–Њ–Ї–µ —Б–Њ —Б–Љ–µ—Й–µ–љ–Є–µ–Љ –ї–Є–љ–Є –љ–∞ —А–∞–±–Њ—З–µ–Љ —Б—В–Њ–ї–µ / G—–Ї–Њ–і /–°–і–≤–Є–љ—Г—В—М /–Т—А—Г—З–љ—Г—О / –†–∞–±–Њ—З–Є–є —Б—В–Њ–ї:
–Т–Є–і —Б–≤–µ—А—Е—Г :–і–µ—В–∞–ї—М –љ–∞ –њ–ї–Њ—Б–Ї–Њ—Б—В–Є —Б—В–Њ–ї–∞.
–Т–Є–і —Б–≤–µ—А—Е—Г :–і–µ—В–∞–ї—М –≤–љ–µ –Ј–Њ–љ—Л —А–∞–±–Њ—З–µ–≥–Њ —Б—В–Њ–ї–∞ (—Б–ї–µ–≤–∞). –Т–Є–і —Б–±–Њ–Ї—Г :–і–µ—В–∞–ї—М –њ–Њ–і —Б—В–Њ–ї–Њ–Љ.
G-–Ъ–Њ–і—Л - http://gcode.pro/index/g_code_m_code_2/0-18 –Ю–°–Э–Ю–Т–Э–Ђ–Х G-CODE –Ш M-CODE –Ф–Ы–ѓ –°–Ґ–Р–Э–Ъ–Ю–Т CNC G-code, –Њ–њ–Є—Б–∞–љ–Є–µ: G00 — –±—Л—Б—В—А—Л–є —Е–Њ–і –Я–µ—А–µ–Љ–µ—Й–µ–љ–Є–µ –≤ –Ј–∞–њ—А–Њ–≥—А–∞–Љ–Љ–Є—А–Њ–≤–∞–љ–љ—Г—О —В–Њ—З–Ї—Г —Б –Љ–∞–Ї—Б–Є–Љ–∞–ї—М–љ–Њ–є —Б–Ї–Њ—А–Њ—Б—В—М—О (–љ–∞–њ—А–Є–Љ–µ—А, —Б –љ–∞–Є–±–Њ–ї—М—И–µ–є —Б–Ї–Њ—А–Њ—Б—В—М—О –њ–Њ–і–∞—З–Є). –Я—А–µ–і–≤–∞—А–Є—В–µ–ї—М–љ–Њ –Ј–∞–њ—А–Њ–≥—А–∞–Љ–Љ–Є—А–Њ–≤–∞–љ–љ–∞—П —Б–Ї–Њ—А–Њ—Б—В—М –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П –Є–≥–љ–Њ—А–Є—А—Г–µ—В—Б—П, –љ–Њ –љ–µ –Њ—В–Љ–µ–љ—П–µ—В—Б—П. –Я–µ—А–µ–Љ–µ—Й–µ–љ–Є—П –њ–Њ –Њ—Б—П–Љ –Ї–Њ–Њ—А–і–Є–љ–∞—В –Љ–Њ–≥—Г—В –±—Л—В—М –Ї–Њ–Њ—А–і–Є–љ–Є—А–Њ–≤–∞–љ—Л. –Ш—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П –і–ї—П –±—Л—Б—В—А–Њ–≥–Њ –≤—Л–њ–Њ–ї–љ–µ–љ–Є—П –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є–є. –Ь–Њ–і–∞–ї—М–љ–∞—П —Д—Г–љ–Ї—Ж–Є—П –≥—А—Г–њ–њ—Л 01. –Ъ–∞–ґ–і–∞—П –Њ—Б—М –њ—А–Є —Н—В–Њ–Љ –Є–Љ–µ–µ—В –Њ—В–і–µ–ї—М–љ—Л–є –њ—А–µ–і–µ–ї —Б–Ї–Њ—А–Њ—Б—В–Є. –Ю—Б–Є —Б –љ–∞–Є–±–Њ–ї—М—И–Є–Љ –≤—А–µ–Љ–µ–љ–µ–Љ –Њ—В—А–∞–±–Њ—В–Ї–Є –Ј–∞–і–∞–љ–љ–Њ–≥–Њ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П –≤—Л—Е–Њ–і—П—В –≤ –Ј–∞–і–∞–љ–љ—Г—О –Ї–Њ–Њ—А–і–Є–љ–∞—В—Г –њ–Њ—Б–ї–µ–і–љ–Є–Љ–Є. –С—Л—Б—В—А—Л–µ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П –љ–µ –Њ–±–µ—Б–њ–µ—З–Є–≤–∞—О—В —Б–Њ–њ—А—П–ґ–µ–љ–Є—П —Б–Њ—Б–µ–і–љ–Є—Е –Ї–∞–і—А–Њ–≤. G01 — –ї–Є–љ–µ–є–љ–∞—П –Є–љ—В–µ—А–њ–Њ–ї—П—Ж–Є—П, —Б–Ї–Њ—А–Њ—Б—В—М –Ј–∞–і–∞–µ—В—Б—П –њ–∞—А–∞–Љ–µ—В—А–Њ–Љ F –Т–Є–і —Г–њ—А–∞–≤–ї–µ–љ–Є—П, –њ—А–Є –Ї–Њ—В–Њ—А–Њ–Љ –Њ–±–µ—Б–њ–µ—З–Є–≤–∞–µ—В—Б—П –њ–Њ—Б—В–Њ—П–љ–љ–Њ–µ –Њ—В–љ–Њ—И–µ–љ–Є–µ –Љ–µ–ґ–і—Г —Б–Ї–Њ—А–Њ—Б—В—П–Љ–Є –њ–Њ –Њ—Б—П–Љ –Ї–Њ–Њ—А–і–Є–љ–∞—В, –њ—А–Њ–њ–Њ—А—Ж–Є–Њ–љ–∞–ї—М–љ–Њ–µ –Њ—В–љ–Њ—И–µ–љ–Є—О –Љ–µ–ґ–і—Г —А–∞—Б—Б—В–Њ—П–љ–Є—П–Љ–Є, –љ–∞ –Ї–Њ—В–Њ—А—Л–µ –і–Њ–ї–ґ–µ–љ –њ–µ—А–µ–Љ–µ—Б—В–Є—В—М—Б—П –Є—Б–њ–Њ–ї–љ–Є—В–µ–ї—М–љ—Л–є –Њ—А–≥–∞–љ —Б—В–∞–љ–Ї–∞ –њ–Њ –і–≤—Г–Љ –Є–ї–Є –±–Њ–ї–µ–µ –Њ—Б—П–Љ –Ї–Њ–Њ—А–і–Є–љ–∞—В –Њ–і–љ–Њ–≤—А–µ–Љ–µ–љ–љ–Њ.
–Ь–Њ–і–∞–ї—М–љ–∞—П —Д—Г–љ–Ї—Ж–Є—П –∞–Ї—В–Є–≤–љ–∞ –і–Њ –Њ—В–Љ–µ–љ—Л –µ–µ –≤–≤–Њ–і–Њ–Љ –і—А—Г–≥–Њ–є G-—Д—Г–љ—Ж–Є–Є. –Ъ–Њ–љ—В—А–Њ–ї—М —Б–µ–≥–Љ–µ–љ—В–∞—Ж–Є–Є –і–≤–Є–ґ–µ–љ–Є—П –≤—Л–њ–Њ–ї–љ—П–µ—В—Б—П –њ–∞—А–∞–Љ–µ—В—А–Њ–Љ I13. –°–Ї–Њ—А–Њ—Б—В—М –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П –Њ–њ—А–µ–і–µ–ї—П–µ—В—Б—П –Ї–Њ–љ—В—Г—А–љ–Њ–є —Б–Ї–Њ—А–Њ—Б—В—М—О F. –Я—А–Є –ї–Є–љ–µ–є–љ–Њ–є –Є–љ—В–µ—А–њ–Њ–ї—П—Ж–Є–Є –≤—Л–њ–Њ–ї–љ—П–µ—В—Б—П —Б–Њ–њ—А—П–ґ–µ–љ–Є–µ —Б–Њ—Б–µ–і–љ–Є—Е –Ї–∞–і—А–Њ–≤. –Х—Б–ї–Є –≤ —Б–Њ—Б—В–∞–≤ –Ї–∞–і—А–∞ —Б G01 –≤—Е–Њ–і–Є—В —Д—Г–љ–Ї—Ж–Є—П G04, —В–Њ –њ—А–Є —В–Њ—А–Љ–Њ–ґ–µ–љ–Є–Є –±—Г–і–µ—В –≤–≤–µ–і–µ–љ –Ј–∞–њ—А–µ—В –љ–∞ —Б–Њ–њ—А—П–ґ–µ–љ–Є–µ —Б–Њ —Б–ї–µ–і—Г—О—Й–Є–Љ –Ї–∞–і—А–Њ–Љ. –Х—Б–ї–Є –∞–Ї—В–Є–≤–љ–∞ —Д—Г–љ–Ї—Ж–Є—П G61, —В–Њ —Б–Њ–њ—А—П–ґ–µ–љ–Є–µ –љ–µ –≤—Л–њ–Њ–ї–љ—П–µ—В—Б—П, –њ–Њ–Ї–∞ –љ–µ –≤—Л–њ–Њ–ї–љ–Є—В—Б—П –µ–µ –Њ—В–Љ–µ–љ–∞ —Б –њ–Њ–Љ–Њ—Й—М—О G64. –Я—А–Є–Љ–µ—А: G01X_Y_Z_ G01X10Y10Z10 G02, G03 — –Ї—А—Г–≥–Њ–≤–∞—П –Є–љ—В–µ—А–њ–Њ–ї—П—Ж–Є—П –Т–Є–і –Ї–Њ–љ—В—Г—А–љ–Њ–≥–Њ —Г–њ—А–∞–≤–ї–µ–љ–Є—П –і–ї—П –њ–Њ–ї—Г—З–µ–љ–Є—П –і—Г–≥–Є –Њ–Ї—А—Г–ґ–љ–Њ—Б—В–Є, –њ—А–Є –Ї–Њ—В–Њ—А–Њ–Љ –≤–µ–Ї—В–Њ—А–љ—Л–µ —Б–Ї–Њ—А–Њ—Б—В–Є –њ–Њ –Њ—Б—П–Љ –Ї–Њ–Њ—А–і–Є–љ–∞—В, –Є—Б–њ–Њ–ї—М–Ј—Г–µ–Љ—Л–µ –і–ї—П –Њ–±—А–∞–Ј–Њ–≤–∞–љ–Є—П –і—Г–≥–Є, –Є–Ј–Љ–µ–љ—П—О—В—Б—П —Г—Б—В—А–Њ–є—Б—В–≤–Њ–Љ —Г–њ—А–∞–≤–ї–µ–љ–Є—П. G02 — –Ї—А—Г–≥–Њ–≤–∞—П –Є–љ—В–µ—А–њ–Њ–ї—П—Ж–Є—П –њ–Њ —З–∞—Б–Њ–≤–Њ–є —Б—В—А–µ–ї–Ї–µ. –Ъ—А—Г–≥–Њ–≤–∞—П –Є–љ—В–µ—А–њ–Њ–ї—П—Ж–Є—П, –њ—А–Є –Ї–Њ—В–Њ—А–Њ–є –і–≤–Є–ґ–µ–љ–Є–µ –Є—Б–њ–Њ–ї–љ–Є—В–µ–ї—М–љ–Њ–≥–Њ –Њ—А–≥–∞–љ–∞ –љ–∞–њ—А–∞–≤–ї–µ–љ–Њ –њ–Њ —З–∞—Б–Њ–≤–Њ–є —Б—В—А–µ–ї–Ї–µ, –µ—Б–ї–Є —Б–Љ–Њ—В—А–µ—В—М —Б–Њ —Б—В–Њ—А–Њ–љ—Л –њ–Њ–ї–Њ–ґ–Є—В–µ–ї—М–љ–Њ–≥–Њ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є—П –Њ—Б–Є, –њ–µ—А–њ–µ–љ–і–Є–Ї—Г–ї—П—А–љ–Њ–є –Ї –Њ–±—А–∞–±–∞—В—Л–≤–∞–µ–Љ–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є. –Э–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –Ј–∞–і–∞–≤–∞—В—М —В—А–Є —Б–Њ—Б—В–∞–≤–ї—П—О—Й–Є–µ: · –љ–∞—З–∞–ї—М–љ—Г—О —В–Њ—З–Ї—Г –і—Г–≥–Є; · –Ї–Њ–љ–µ—З–љ—Г—О —В–Њ—З–Ї—Г –і—Г–≥–Є; · —Ж–µ–љ—В—А –і—Г–≥–Є. –Я–ї–Њ—Б–Ї–Њ—Б—В—М –Є–љ—В–µ—А–њ–Њ–ї—П—Ж–Є–Є –Њ–њ—А–µ–і–µ–ї—П–µ—В—Б—П G-—Д—Г–љ–Ї—Ж–Є—П–Љ–Є: G17 – –њ–ї–Њ—Б–Ї–Њ—Б—В—М –•–£; G18 – –њ–ї–Њ—Б–Ї–Њ—Б—В—М –•Z; G19 – –њ–ї–Њ—Б–Ї–Њ—Б—В—М YZ. –Т–µ–Ї—В–Њ—А—Л I, J –Є –Ъ —Н—В–Њ –і–µ–є—Б—В–≤–Є—В–µ–ї—М–љ—Л–µ —З–Є—Б–ї–∞ –Ї–Њ—В–Њ—А—Л–µ –Њ–њ—А–µ–і–µ–ї—П—О—В –љ–∞—З–∞–ї—М–љ—Г—О —В–Њ—З–Ї—Г –Њ–±—А–∞–±–Њ—В–Ї–Є (–і—Г–≥–Є), —В.–µ. —Н—В–Њ –њ—А–Њ–µ–Ї—Ж–Є—П –љ–∞ –Њ—Б—М "X" (–і–ї—П –≤–µ–Ї—В–Њ—А–∞ "I") –Њ—В –љ–∞—З–∞–ї—М–љ–Њ–є —В–Њ—З–Ї–Є –і—Г–≥–Є –і–Њ —Ж–µ–љ—В—А–∞ —А–∞–і–Є—Г—Б–∞. –Ф–ї—П –≤–µ–Ї—В–Њ—А–∞ "J" - –њ—А–Њ–µ–Ї—Ж–Є—П –љ–∞ –Њ—Б—М "Y". –Ф–ї—П –≤–µ–Ї—В–Њ—А–∞ "K" - –њ—А–Њ–µ–Ї—Ж–Є—П –љ–∞ –Њ—Б—М "Z". –Т–µ–Ї—В–Њ—А—Л I,J,K – –Є–Љ–µ—О—В –Ј–љ–∞–Ї. –Я—А–Є–Љ–µ—А: G02X_Y_I_J_F G02X10Y10I10J10F10 G17G02X_Y_I_J_F_ — –і–ї—П –њ–ї–Њ—Б–Ї–Њ—Б—В–Є "–•–£" G17G02X10Y10I10J10F10 — –і–ї—П –њ–ї–Њ—Б–Ї–Њ—Б—В–Є "–•–£" G03 — –Ї—А—Г–≥–Њ–≤–∞—П –Є–љ—В–µ—А–њ–Њ–ї—П—Ж–Є—П –њ—А–Њ—В–Є–≤ —З–∞—Б–Њ–≤–Њ–є —Б—В—А–µ–ї–Ї–Є –Ъ—А—Г–≥–Њ–≤–∞—П –Є–љ—В–µ—А–њ–Њ–ї—П—Ж–Є—П, –њ—А–Є –Ї–Њ—В–Њ—А–Њ–є –і–≤–Є–ґ–µ–љ–Є–µ –Є—Б–њ–Њ–ї–љ–Є—В–µ–ї—М–љ–Њ–≥–Њ –Њ—А–≥–∞–љ–∞ –љ–∞–њ—А–∞–≤–ї–µ–љ–Њ –њ—А–Њ—В–Є–≤ —З–∞—Б–Њ–≤–Њ–є —Б—В—А–µ–ї–Ї–Є, –µ—Б–ї–Є —Б–Љ–Њ—В—А–µ—В—М —Б–Њ —Б—В–Њ—А–Њ–љ—Л –њ–Њ–ї–Њ–ґ–Є—В–µ–ї—М–љ–Њ–≥–Њ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є—П –Њ—Б–Є, –њ–µ—А–њ–µ–љ–і–Є–Ї—Г–ї—П—А–љ–Њ–є –Ї –Њ–±—А–∞–±–∞—В—Л–≤–∞–µ–Љ–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є. –Я—А–Є–Љ–µ—А: G17G03X_Y_I_J_F_ — –і–ї—П –њ–ї–Њ—Б–Ї–Њ—Б—В–Є "–•–£" G17G03X10Y10I10J10F10 — –і–ї—П –њ–ї–Њ—Б–Ї–Њ—Б—В–Є "–•–£" G04 — –њ–∞—Г–Ј–∞ –њ–Њ—Б–ї–µ –Ї–∞–і—А–Њ–≤ –і–≤–Є–ґ–µ–љ–Є—П, —Б —В–∞–Ї–Є–Љ–Є G-—Д—Г–љ–Ї—Ж–Є—П–Љ–Є –Ї–∞–Ї G00, G01, G02, G03 –£–Ї–∞–Ј–∞–љ–Є–µ –Њ –≤—А–µ–Љ–µ–љ–љ–Њ–є –Ј–∞–і–µ—А–ґ–Ї–µ, –Ї–Њ–љ–Ї—А–µ—В–љ–Њ–µ –Ј–љ–∞—З–µ–љ–Є–µ –Ї–Њ—В–Њ—А–Њ–є –Ј–∞–і–∞–µ—В—Б—П –≤ —Г–њ—А–∞–≤–ї—П—О—Й–µ–є –њ—А–Њ–≥—А–∞–Љ–Љ–µ –Є–ї–Є –і—А—Г–≥–Є–Љ —Б–њ–Њ—Б–Њ–±–Њ–Љ. –Я—А–Є–Љ–µ–љ—П–µ—В—Б—П –і–ї—П –≤—Л–њ–Њ–ї–љ–µ–љ–Є—П —В–µ—Е –Є–ї–Є –Є–љ—Л—Е –Њ–њ–µ—А–∞—Ж–Є–є, –њ—А–Њ—В–µ–Ї–∞—О—Й–Є—Е –Є–Ј–≤–µ—Б—В–љ–Њ–µ –≤—А–µ–Љ—П –Є –љ–µ —В—А–µ–±—Г—О—Й–Є—Е –Њ—В–≤–µ—В–∞ –Њ –≤—Л–њ–Њ–ї–љ–µ–љ–Є–Є.–≤ –њ—А–Њ–≥—А–∞–Љ–Љ–µ –Љ–Њ–ґ–µ—В –≤–≤–Њ–і–Є—В—М—Б—П –Ј–∞–і–µ—А–ґ–Ї–∞, –≤–µ–ї–Є—З–Є–љ–∞ –Ї–Њ—В–Њ—А–Њ–є –Њ–њ—А–µ–і–µ–ї—П–µ—В—Б—П –њ–∞—А–∞–Љ–µ—В—А–Њ–Љ –•. –Ф–Є–∞–њ–∞–Ј–Њ–љ — –Њ—В 0.001 –і–Њ 99999.999 —Б–µ–Ї—Г–љ–і. –Я—А–Є–Љ–µ—А: G04X_ G04X10
G06 - –њ–∞—А–∞–±–∞–ї–Є—З–µ—Б–Ї–∞—П –Є–љ—В–µ—А–њ–Њ–ї—П—Ж–Є—П. –Т–Є–і –Ї–Њ–љ—В—Г—А–љ–Њ–≥–Њ —Г–њ—А–∞–≤–ї–µ–љ–Є—П –і–ї—П –њ–Њ–ї—Г—З–µ–љ–Є—П –і—Г–≥–Є –њ–∞—А–∞–±–Њ–ї—Л, –њ—А–Є –Ї–Њ—В–Њ—А–Њ–Љ –≤–µ–Ї—В–Њ—А–љ—Л–µ —Б–Ї–Њ—А–Њ—Б—В–Є –њ–Њ –Њ—Б—П–Љ –Ї–Њ–Њ—А–і–Є–љ–∞—В, –Є—Б–њ–Њ–ї—М–Ј—Г–µ–Љ—Л–µ –і–ї—П –Њ–±—А–∞–Ј–Њ–≤–∞–љ–Є—П —Н—В–Њ–є –і—Г–≥–Є, –Є–Ј–Љ–µ–љ—П—О—В—Б—П —Г—Б—В—А–Њ–є—Б—В–≤–Њ–Љ —Г–њ—А–∞–≤–ї–µ–љ–Є—П. G08 - —А–∞–Ј–≥–Њ–љ. –Р–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–µ —Г–≤–µ–ї–Є—З–µ–љ–Є–µ —Б–Ї–Њ—А–Њ—Б—В–Є –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П –≤ –љ–∞—З–∞–ї–µ –і–≤–Є–ґ–µ–љ–Є—П –і–Њ –Ј–∞–њ—А–Њ–≥—А–∞–Љ–Љ–Є—А–Њ–≤–∞–љ–љ–Њ–≥–Њ –Ј–љ–∞—З–µ–љ–Є—П. G09 - —В–Њ—А–Љ–Њ–ґ–µ–љ–Є–µ. –Р–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–µ —Г–Љ–µ–љ—М—И–µ–љ–Є–µ —Б–Ї–Њ—А–Њ—Б—В–Є –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П –Њ—В–љ–Њ—Б–Є—В–µ–ї—М–љ–Њ –Ј–∞–њ—А–Њ–≥—А–∞–Љ–Љ–Є—А–Њ–≤–∞–љ–љ–Њ–є –њ—А–Є –њ—А–Є–±–ї–Є–ґ–µ–љ–Є–Є –Ї –Ј–∞–њ—А–Њ–≥—А–∞–Љ–Љ–Є—А–Њ–≤–∞–љ–љ–Њ–є —В–Њ—З–Ї–µ. G17/G18/G19 — –≤—Л–±–Њ—А –њ–ї–Њ—Б–Ї–Њ—Б—В–Є –Є–љ—В–µ—А–њ–Њ–ї—П—Ж–Є–Є –Ч–∞–і–∞–љ–Є–µ –њ–ї–Њ—Б–Ї–Њ—Б—В–Є —В–∞–Ї–Є—Е —Д—Г–љ–Ї—Ж–Є–є, –Ї–∞–Ї –Ї—А—Г–≥–Њ–≤–∞—П –Є–љ—В–µ—А–њ–Њ–ї—П—Ж–Є—П, –Ї–Њ—А—А–µ–Ї—Ж–Є—П –љ–∞ —Д—А–µ–Ј—Г –Є –і—А—Г–≥–Є—Е. –Э–∞–і–Њ –Ј–∞–і–∞–≤–∞—В—М –њ–ї–Њ—Б–Ї–Њ—Б—В—М –њ—А–Є –≤—Л–њ–Њ–ї–љ–µ–љ–Є–Є –Ї—А—Г–≥–Њ–≤–Њ–є –Є–љ—В–µ—А–њ–Њ–ї—П—Ж–Є–Є, –і–ї—П –Њ—Б–µ–є –• –Є Y — —Н—В–Њ G17. –Ф–ї—П Z –Є X — G18, –і–ї—П Y –Є Z — —Н—В–Њ G19. –°–Є—Б—В–µ–Љ–∞ –µ–і–Є–љ–Є—Ж –Є–Ј–Љ–µ—А–µ–љ–Є—П. –Я—А–Є –≤–Ї–ї—О—З–µ–љ–Є–Є —Б–Є—Б—В–µ–Љ—Л –∞–Ї—В–Є–≤–љ–∞ —Б—А–∞–Ј—Г –Љ–µ—В—А–Є—З–µ—Б–Ї–∞—П —Б–Є—Б—В–µ–Љ–∞. G40/G41/G42 — –Ї–Њ—А—А–µ–Ї—Ж–Є—П –љ–∞ —А–∞–і–Є—Г—Б –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ –І–Я–£ —Б–Љ–µ—Й–∞–µ—В –Є–љ—Б—В—А—Г–Љ–µ–љ—В –љ–Њ—А–Љ–∞–ї—М–љ–Њ –Ї –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є –Њ—В–љ–Њ—Б–Є—В–µ–ї—М–љ–Њ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є—П –і–≤–Є–ґ–µ–љ–Є—П –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ –≤ –њ–ї–Њ—Б–Ї–Њ—Б—В–Є –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–Є. –≠—В–Њ –њ–Њ–Ј–≤–Њ–ї—П–µ—В —В–µ—Е–љ–Њ–ї–Њ–≥—Г-–њ—А–Њ–≥—А–∞–Љ–Љ–Є—Б—В—Г –Ї–Њ–Љ–њ–µ–љ—Б–Є—А–Њ–≤–∞—В—М –Є–Ј–Љ–µ–љ–µ–љ–Є–µ —А–∞–Ј–Љ–µ—А–∞ —Г —А–∞–Ј–љ—Л—Е —Д—А–µ–Ј –±–µ–Ј –≤—Л–њ–Њ–ї–љ–µ–љ–Є—П —Б–ї–Њ–ґ–љ—Л—Е —В—А–Є–≥–Њ–љ–Њ–Љ–µ—В—А–Є—З–µ—Б–Ї–Є—Е —А–∞—Б—З–µ—В–Њ–≤. –Ю–±—Л—З–љ—Л–µ —Д—А–µ–Ј–µ—А–љ—Л–µ —Б—В–∞–љ–Ї–Є –Є—Б–њ–Њ–ї—М–Ј—Г—О—В –і–ї—П —Н—В–Њ–≥–Њ G42. G40 – –Њ—В–Љ–µ–љ–∞ –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–Є –љ–∞ —А–∞–і–Є—Г—Б –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞. G41 – –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є—П —Б–ї–µ–≤–∞. –Ъ–Њ—А—А–µ–Ї—Ж–Є—П –љ–∞ —Д—А–µ–Ј—Г –њ—А–Є –Ї–Њ–љ—В—Г—А–љ–Њ–Љ —Г–њ—А–∞–≤–ї–µ–љ–Є–Є. –Ш—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П, –Ї–Њ–≥–і–∞ —Д—А–µ–Ј–∞ –љ–∞—Е–Њ–і–Є—В—Б—П —Б–ї–µ–≤–∞ –Њ—В –Њ–±—А–∞–±–∞—В—Л–≤–∞–µ–Љ–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є, –µ—Б–ї–Є —Б–Љ–Њ—В—А–µ—В—М –Њ—В —Д—А–µ–Ј—Л –≤ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–Є –µ–µ –і–≤–Є–ґ–µ–љ–Є—П –Њ—В–љ–Њ—Б–Є—В–µ–ї—М–љ–Њ –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є. G42 – –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є—П —Б–њ—А–∞–≤–∞. –Ъ–Њ—А—А–µ–Ї—Ж–Є—П –љ–∞ —Д—А–µ–Ј—Г –њ—А–Є –Ї–Њ–љ—В—Г—А–љ–Њ–Љ —Г–њ—А–∞–≤–ї–µ–љ–Є–Є. –Ш—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П, –Ї–Њ–≥–і–∞ —Д—А–µ–Ј–∞ –љ–∞—Е–Њ–і–Є—В—Б—П —Б–њ—А–∞–≤–∞ –Њ—В –Њ–±—А–∞–±–∞—В—Л–≤–∞–µ–Љ–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є, –µ—Б–ї–Є —Б–Љ–Њ—В—А–µ—В—М –Њ—В —Д—А–µ–Ј—Л –≤ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–Є –µ–µ –і–≤–Є–ґ–µ–љ–Є—П –Њ—В–љ–Њ—Б–Є—В–µ–ї—М–љ–Њ –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є. G43 – –Ї–Њ—А—А–µ–Ї—Ж–Є—П –љ–∞ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ - –њ–Њ–ї–Њ–ґ–Є—В–µ–ї—М–љ–∞—П. –£–Ї–∞–Ј–∞–љ–Є–µ, —З—В–Њ –Ј–љ–∞—З–µ–љ–Є–µ –Ї–Њ—А—А–µ–Ї—Ж–Є–Є –љ–∞ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Б–ї–Њ–ґ–Є—В—М —Б –Ї–Њ–Њ—А–і–Є–љ–∞—В–Њ–є, –Ј–∞–і–∞–љ–љ–Њ–є –≤ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤—Г—О—Й–µ–Љ –Ї–∞–і—А–µ –Є–ї–Є –Ї–∞–і—А–∞—Е. G44 – –Ї–Њ—А—А–µ–Ї—Ж–Є—П –љ–∞ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ - –Њ—В—А–Є—Ж–∞—В–µ–ї—М–љ–∞—П. –£–Ї–∞–Ј–∞–љ–Є–µ, —З—В–Њ –Ј–љ–∞—З–µ–љ–Є–µ –Ї–Њ—А—А–µ–Ї—Ж–Є–Є –љ–∞ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –≤—Л—З–µ—Б—В—М –Є–Ј –Ї–Њ–Њ—А–і–Є–љ–∞—В—Л, –Ј–∞–і–∞–љ–љ–Њ–є –≤ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤—Г—О—Й–µ–Љ –Ї–∞–і—А–µ –Є–ї–Є –Ї–∞–і—А–∞—Е. –Я—А–Є –≤–≤–µ–і–µ–љ–Є–Є –≤ –і–µ–є—Б—В–≤–Є–µ –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–Є –љ–∞ —А–∞–і–Є—Г—Б –љ–∞–і–Њ –њ—А–∞–≤–Є–ї—М–љ–Њ –Ј–∞–і–∞–≤–∞—В—М –≤–µ–ї–Є—З–Є–љ—Г –љ–∞—З–∞–ї—М–љ–Њ–≥–Њ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П. –Т –љ–∞—З–∞–ї–µ –і–≤–Є–ґ–µ–љ–Є—П –Є–љ—Б—В—А—Г–Љ–µ–љ—В –і–Њ–ї–ґ–µ–љ –њ–µ—А–µ–Љ–µ—Б—В–Є—В—М—Б—П –љ–∞ —А–∞—Б—Б—В–Њ—П–љ–Є–µ, —А–∞–≤–љ–Њ–µ —Б—Г–Љ–Љ–µ –≤–µ–ї–Є—З–Є–љ—Л —Б–Љ–µ—Й–µ–љ–Є—П + –љ–∞—З–∞–ї—М–љ–Њ–µ –і–≤–Є–ґ–µ–љ–Є–µ –≤ –њ–ї–Њ—Б–Ї–Њ—Б—В–Є –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–Є. –Ш–љ—Б—В—А—Г–Љ–µ–љ—В –і–Њ–ї–ґ–µ–љ –±—Л—В—М –њ–Њ–Ј–Є—Ж–Є–Њ–љ–Є—А–Њ–≤–∞–љ —В–∞–Ї, —З—В–Њ–±—Л –њ—А–Є –≤–Ї–ї—О—З–µ–љ–љ–Њ–є –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–Є –Є–љ—Б—В—А—Г–Љ–µ–љ—В –љ–∞—З–∞–ї —А–µ–Ј–∞–љ–Є–µ –њ–µ—А–њ–µ–љ–і–Є–Ї—Г–ї—П—А–љ–Њ –Ї –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є.
–Ш—В–∞–Ї, –Њ—Б—М (—Ж–µ–љ—В—А) –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ –і–Њ–ї–ґ–љ–∞ –±—Л—В—М —Г–і–∞–ї–µ–љ–∞ –Њ—В —В–Њ—З–Ї–Є –њ–µ—А–≤–Њ–≥–Њ –Ї–Њ–љ—В–∞–Ї—В–∞ —Б –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М—О –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є –љ–∞ —А–∞—Б—Б—В–Њ—П–љ–Є–µ, –љ–µ –Љ–µ–љ—М—И–µ–µ —А–∞–і–Є—Г—Б–∞ —Н—В–Њ–≥–Њ –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞. –Ъ–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є—П —А–∞–і–Є—Г—Б–∞ — –Љ–Њ–і–∞–ї—М–љ–∞—П —Д—Г–љ–Ї—Ж–Є—П — —Н—В–Њ –Ј–љ–∞—З–Є—В, —З—В–Њ –њ–Њ—Б–ї–µ —В–Њ–≥–Њ, –Ї–∞–Ї –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є—П –љ–∞ —А–∞–і–Є—Г—Б –≤–≤–µ–і–µ–љ–∞ –Њ–і–Є–љ —А–∞–Ј, –Њ–љ–∞ –і–µ–є—Б—В–≤—Г–µ—В –і–Њ –Љ–Њ–Љ–µ–љ—В–∞ –µ–µ –Њ—В–Љ–µ–љ—Л —Д—Г–љ–Ї—Ж–Є–µ–є G40. 1. –Я–µ—А–µ–і –≤–Ї–ї—О—З–µ–љ–Є–µ–Љ –Ї–∞–і—А–∞ —Б –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–µ–є –љ–∞–і–Њ –≤—Л–њ–Њ–ї–љ–Є—В—М –Ї–∞–і—А –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є–є —Б –љ—Г–ї–µ–≤—Л–Љ –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В–Њ–Љ — –±–µ–Ј –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–Є, –≤ –њ–ї–Њ—Б–Ї–Њ—Б—В–Є –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–Є (—В.–µ. –•–£). 2. –Т—Л–њ–Њ–ї–љ–Є—В—М –љ–∞—З–∞–ї—М–љ—Л–µ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П –њ–Њ –Њ—Б—П–Љ —Б –љ–µ–љ—Г–ї–µ–≤—Л–Љ –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В–Њ–Љ –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–Є –≤ –њ–ї–Њ—Б–Ї–Њ—Б—В–Є –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–Є (G17/G18/G19) , –Є–ї–Є —Б—А–∞–Ј—Г –ґ–µ –њ–Њ—Б–ї–µ –±–ї–Њ–Ї–∞ G41 –Є–ї–Є G42. –Ф–µ–є—Б—В–≤–Є–µ –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–Є –њ—А–Є–≤—П–Ј–∞–љ–Њ –Ї —Н—В–Њ–Љ—Г –Ї–∞–і—А—Г. –Ы—О–±–Њ–µ –і–≤–Є–ґ–µ–љ–Є–µ –≤ –њ–ї–Њ—Б–Ї–Њ—Б—В–Є –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–Є —Б –љ—Г–ї–µ–≤—Л–Љ –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В–Њ–Љ (—В.–µ. —Б –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–µ–є —А–∞–≤–љ–Њ–є –љ—Г–ї—О) –≤—Л–њ–Њ–ї–љ—П–µ—В —Б–Ї—А—Л—В—Г—О –Њ—В–Љ–µ–љ—Г –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–Є (—А–µ–Ј—Г–ї—М—В–Є—А—Г—О—Й—Г—О –љ–∞—Б—В—А–Њ–є–Ї—Г –Њ—Б–µ–є). –Ґ–µ—Е–љ–Њ–ї–Њ–≥-–њ—А–Њ–≥—А–∞–Љ–Љ–Є—Б—В –і–Њ–ї–ґ–µ–љ —Г—З–Є—В—Л–≤–∞—В—М —Н—В–Њ—В —Н—Д—Д–µ–Ї—В, –Ї–Њ–≥–і–∞ –≤—Л—Е–Њ–і–Є—В –Ј–∞ –њ—А–µ–і–µ–ї—Л —В–µ–Ї—Г—Й–µ–є –њ–ї–Њ—Б–Ї–Њ—Б—В–Є, –Ї–∞–Ї –±—Л–≤–∞–µ—В –њ—А–Є –Ј–љ–∞—З–Є—В–µ–ї—М–љ—Л—Е –Є–Ј–Љ–µ–љ–µ–љ–Є—П—Е –њ—А–Є —Д—А–µ–Ј–µ—А–Њ–≤–∞–љ–Є–Є –≥–љ–µ–Ј–і. –Я—А–Є –≤—Л–Ї–ї—О—З–µ–љ–Є–Є –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–Є —Д—Г–љ–Ї—Ж–Є–µ–є G40 –љ–∞–і–Њ –њ—А–∞–≤–Є–ї—М–љ–Њ –Ј–∞–і–∞–≤–∞—В—М –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П –і–ї—П –≤—Л—Е–Њ–і–∞ –Є–Ј –Ї–Њ–љ—В—Г—А–∞. –Х—Б–ї–Є —В–∞–Ї–Њ–µ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є–µ –Є–≥–љ–Њ—А–Є—А–Њ–≤–∞–љ–Њ, —В–Њ –І–Я–£ –љ–µ –Њ—В–Љ–µ–љ–Є—В –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є—О –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ –љ–µ –±—Г–і–µ—В –≤—Л–њ–Њ–ї–љ–µ–љ –±–ї–Њ–Ї —Б –љ–µ–љ—Г–ї–µ–≤—Л–Љ –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В–Њ–Љ –≤ –њ–ї–Њ—Б–Ї–Њ—Б—В–Є –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–Є. –Э–µ–ї—М–Ј—П –Њ—В–Љ–µ–љ—П—В—М –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є—О –≤ –ї—О–±–Њ–Љ –Ї–∞–і—А–µ, –≤ –Ї–Њ—В–Њ—А–Њ–Љ –µ—Й–µ –Є–і–µ—В –Њ–±—А–∞–±–Њ—В–Ї–∞ –Є–Ј–і–µ–ї–Є—П. –Ю—В–Љ–µ–љ–∞ –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–Є –Љ–Њ–ґ–µ—В –≤—Л–њ–Њ–ї–љ—П—В—М—Б—П –Ї–∞–Ї –і–≤–Є–ґ–µ–љ–Є–µ –Њ–і–љ–Њ–є –Є–ї–Є –і–≤—Г—Е –Њ—Б–µ–є. –Ъ–Њ–≥–і–∞ –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є—П –љ–∞ —А–∞–і–Є—Г—Б –∞–Ї—В–Є–≤–љ–∞, —Б–Є—Б—В–µ–Љ–∞ –І–Я–£ —А–∞—Б—Б–Љ–∞—В—А–Є–≤–∞–µ—В –≤–Є—А—В—Г–∞–ї—М–љ—Г—О —Д—А–µ–Ј—Г —Б –љ—Г–ї–µ–≤—Л–Љ –і–Є–∞–Љ–µ—В—А–Њ–Љ. –Я—А–Є –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–Є —А–∞–і–Є—Г—Б–∞ —Д—А–µ–Ј—Л –Є—Б–њ–Њ–ї—М–Ј—Г–µ—В —Е—А–∞–љ—П—Й–µ–µ—Б—П –≤ –њ–∞–Љ—П—В–Є –Ј–љ–∞—З–µ–љ–Є–µ –і–Є–∞–Љ–µ—В—А–∞ –Є —А–∞—Б—Б—З–Є—В—Л–≤–∞–µ—В —Б–Љ–µ—Й–µ–љ–Є–µ —В—А–∞–µ–Ї—В–Њ—А–Є–Є —Ж–µ–љ—В—А–∞ —Д—А–µ–Ј—Л —Б —Г—З–µ—В–Њ–Љ —Н—В–Њ–≥–Њ –і–Є–∞–Љ–µ—В—А–∞. –Э–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Г—З–Є—В—Л–≤–∞—В—М –і–µ–є—Б—В–≤–Є–µ –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–Є –љ–∞ –љ–µ—Б–Ї–Њ–ї—М–Ї–Њ –Ї–∞–і—А–Њ–≤ –≤–њ–µ—А–µ–і. –Ґ—А–µ–±–Њ–≤–∞–љ–Є—П, –Ї–Њ—В–Њ—А—Л–µ –љ–∞–і–Њ —Г—З–Є—В—Л–≤–∞—В—М –њ—А–Є –≤–≤–Њ–і–µ –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–Є: –Я–ї–Њ—Б–Ї–Њ—Б—В—М –Ф–ї—П –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–Є –љ–∞–і–Њ –љ–∞–Ј–љ–∞—З–Є—В—М –љ–µ—Б–Ї–Њ–ї—М–Ї–Њ –њ–∞—А–∞–Љ–µ—В—А–Њ–≤. –Т–Њ- –њ–µ—А–≤—Л—Е, –њ–ї–Њ—Б–Ї–Њ—Б—В—М –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–Є — –Љ–Њ–ґ–µ—В –±—Л—В—М –≤—Л–±—А–∞–љ–∞ –ї—О–±–∞—П –њ–ї–Њ—Б–Ї–Њ—Б—В—М –≤ –њ—А–Њ—Б—В—А–∞–љ—Б—В–≤–µ XYZ –њ—Г—В–µ–Љ –Ј–∞–і–∞–љ–Є—П G-—Д—Г–љ–Ї—Ж–Є–Є G17, G18, G19. –Э–∞–њ—А–Є–Љ–µ—А, G17 –њ—А–Є –Њ–њ–Є—Б–∞–љ–Є–Є –≤–µ–Ї—В–Њ—А–∞, –њ–∞—А–∞–ї–ї–µ–ї—М–љ–Њ–≥–Њ –Њ—Б–Є Z, –≤ –Њ—В—А–Є—Ж–∞—В–µ–ї—М–љ–Њ–Љ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–Є –Њ–њ—А–µ–і–µ–ї—П–µ—В –≤ –њ–ї–Њ—Б–Ї–Њ—Б—В–Є XY –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є—О –њ—А–Є –Њ–±—Е–Њ–і–µ —Б–ї–µ–≤–∞ –Є —Б–њ—А–∞–≤–∞. –≠—В–Є –ґ–µ —Д—Г–љ–Ї—Ж–Є–Є –Њ–њ—А–µ–і–µ–ї—П—О—В –њ–ї–Њ—Б–Ї–Њ—Б—В—М –Ї—А—Г–≥–Њ–≤–Њ–є –Є–љ—В–µ—А–њ–Њ–ї—П—Ж–Є–Є. –Э–∞–њ—А–∞–≤–ї–µ–љ–Є–µ –Э–∞–њ—А–∞–≤–ї–µ–љ–Є–µ –Њ–±—Е–Њ–і–∞ –Ї–Њ–љ—В—Г—А–∞ –њ—А–Є –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–Є –Њ–њ—А–µ–і–µ–ї—П–µ—В—Б—П —Д—Г–љ–Ї—Ж–Є—П–Љ–Є G41–Є G42. –≠—В–Є —Д—Г–љ–Ї—Ж–Є–Є —В–∞–Ї–ґ–µ –≤–Ї–ї—О—З–∞—О—В (–∞–Ї—В–Є–≤–Є—А—Г—О—В) –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є—О. –Ю—В–Љ–µ–љ–∞ –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–Є –≤—Л–њ–Њ–ї–љ—П–µ—В—Б—П —Д—Г–љ–Ї—Ж–Є–µ–є G40. –Ъ–∞–Ї –І–Я–£ –≤–≤–Њ–і–Є—В (–≤—Л–њ–Њ–ї–љ—П–µ—В) –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є—О
–Ы—О–±–Њ–µ –Є–Ј–Љ–µ–љ–µ–љ–Є–µ –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–Є –≤–≤–Њ–і–Є—В—Б—П –њ–Њ—Б—В–µ–њ–µ–љ–љ–Њ –Є –ї–Є–љ–µ–є–љ–Њ –њ–Њ—Б–ї–µ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П, –≤—Л–њ–Њ–ї–љ—П–µ–Љ–Њ–≥–Њ –њ–Њ—Б–ї–µ —В–∞–Ї–Њ–≥–Њ –Є–Ј–Љ–µ–љ–µ–љ–Є—П. –Ш–Ј–Љ–µ–љ–µ–љ–Є–µ –Љ–Њ–ґ–µ—В –≤–Ї–ї—О—З–Є—В—М –Є–ї–Є –≤—Л–Ї–ї—О—З–Є—В—М –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є—О –Є–ї–Є –Є–Ј–Љ–µ–љ–Є—В—М —А–∞–і–Є—Г—Б –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–Є. –Т—Б–µ —Н—В–Є –Є–Ј–Љ–µ–љ–µ–љ–Є—П —А–∞—Б—Б–Љ–∞—В—А–Є–≤–∞—О—В—Б—П –Њ–і–Є–љ–∞–Ї–Њ–≤–Њ — –Ї–∞–Ї –Є–Ј–Љ–µ–љ–µ–љ–Є—П —А–∞–і–Є—Г—Б–∞ –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–Є. –Ъ–Њ–≥–і–∞ –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є—П –≤—Л–Ї–ї—О—З–µ–љ–∞ — —Н—В–Њ —Н–Ї–≤–Є–≤–∞–ї–µ–љ—В–љ–Њ –љ—Г–ї–µ–≤–Њ–Љ—Г —А–∞–і–Є—Г—Б—Г –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞. –Ъ–Њ–≥–і–∞ –Є–Ј–Љ–µ–љ–µ–љ–Њ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–µ –Њ–±—Е–Њ–і–∞ (—Б–Љ–µ—Й–µ–љ–Є—П) —Б–ї–µ–≤–∞ –љ–∞–њ—А–∞–≤–Њ –Є–ї–Є –љ–∞–Њ–±–Њ—А–Њ—В, —В–Њ –Є–Ј–Љ–µ–љ—П–µ—В—Б—П –Ї–Њ–Њ—А–і–Є–љ–∞—В–∞ –Ї–Њ–љ–µ—З–љ–Њ–є —В–Њ—З–Ї–Є –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П — —Г–≤–µ–ї–Є—З–Є–≤–∞–µ—В—Б—П –Є–ї–Є —Г–Љ–µ–љ—М—И–∞–µ—В—Б—П —В–∞–Ї, —З—В–Њ —Б–ї–µ–і—Г—О—Й–µ–µ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є–µ –љ–∞—З–љ–µ—В—Б—П —Б —Г—З–µ—В–Њ–Љ –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–Є. –Ґ—А–∞–µ–Ї—В–Њ—А–Є—П –і–≤–Є–ґ–µ–љ–Є—П –Ї —Н—В–Њ–є —В–Њ—З–Ї–µ –љ–µ –Љ–µ–љ—П–µ—В—Б—П. –Т —Б–ї—Г—З–∞–µ –µ—Б–ї–Є –Є–Ј–Љ–µ–љ–µ–љ–Є–µ –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–Є –≤–≤–Њ–і–Є—В—Б—П —З–µ—А–µ–Ј –ї–Є–љ–µ–є–љ–Њ–µ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є–µ, —В–Њ —В—А–∞–µ–Ї—В–Њ—А–Є—П –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ —Б —Г—З–µ—В–Њ–Љ –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–Є –љ–∞—Е–Њ–і–Є—В—Б—П –љ–∞ –і–Є–∞–≥–Њ–љ–∞–ї–Є –њ–Њ –Њ—В–љ–Њ—И–µ–љ–Є—О –Ї —В—А–∞–µ–Ї—В–Њ—А–Є–Є, –Ј–∞–і–∞–љ–љ–Њ–є –≤ NC-–њ—А–Њ–≥—А–∞–Љ–Љ–µ. –Х—Б–ї–Є –ґ–µ –Є–Ј–Љ–µ–љ–µ–љ–Є–µ –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–Є –≤–≤–Њ–і–Є—В—Б—П —З–µ—А–µ–Ј –Ї—А—Г–≥–Њ–≤–Њ–µ –і–≤–Є–ґ–µ–љ–Є–µ, —В–Њ —В—А–∞–µ–Ї—В–Њ—А–Є—П –і–≤–Є–ґ–µ–љ–Є—П –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ —Б —Г—З–µ—В–Њ–Љ –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–Є —П–≤–ї—П–µ—В—Б—П —Б–њ–Є—А–∞–ї—М—О. –°–Ї–Њ—А–Њ—Б—В—М –і–≤–Є–ґ–µ–љ–Є—П —Б –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–µ–є –°–Ї–Њ—А–Њ—Б—В—М –і–≤–Є–ґ–µ–љ–Є—П —Ж–µ–љ—В—А–∞ –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ –њ–Њ —Н–Ї–≤–Є–і–Є—Б—В–∞–љ—В–µ –Њ—Б—В–∞–µ—В—Б—П —В–∞–Ї–Њ–є –ґ–µ, –Ї–∞–Ї–∞—П –Ј–∞–њ—А–Њ–≥—А–∞–Љ–Љ–Є—А–Њ–≤–∞–љ–∞ F-—Д—Г–љ–Ї—Ж–Є–µ–є. –Ф–ї—П –і–≤–Є–ґ–µ–љ–Є—П –њ–Њ –Њ–Ї—А—Г–ґ–љ–Њ—Б—В–Є (–і—Г–≥–µ) —Н—В–Њ –Ј–љ–∞—З–Є—В, —З—В–Њ —Б–Ї–Њ—А–Њ—Б—В—М —А–µ–ґ—Г—Й–µ–є –Ї—А–Њ–Љ–Ї–Є –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ (–Ї–Њ–љ—В–∞–Ї—В–Є—А—Г—О—Й–µ–є —Б –Є–Ј–і–µ–ї–Є–µ–Љ) –±—Г–і–µ—В –Ј–∞–њ—А–Њ–≥—А–∞–Љ–Љ–Є—А–Њ–≤–∞–љ–љ–Њ–є –≤ –Ї–∞–і—А–µ —Б F-—Д—Г–љ–Ї—Ж–Є–µ–є –љ–∞ –≤–µ–ї–Є—З–Є–љ—Г —Б–Њ–Њ—В–љ–Њ—И–µ–љ–Є—П R tool/R arc. –Ч–і–µ—Б—М R tool — —А–∞–і–Є—Г—Б –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞, Rarc — —А–∞–і–Є—Г—Б —В—А–∞–µ–Ї—В–Њ—А–Є–Є –і–≤–Є–ґ–µ–љ–Є—П. –Ю–±—А–∞–±–Њ—В–Ї–∞ (–Њ–±—Е–Њ–і) –≤–љ—Г—В—А–µ–љ–љ–Є—Е —Г–≥–ї–Њ–≤ –Я—А–Є –Њ–±—Е–Њ–і–µ –≤–љ—Г—В—А–µ–љ–љ–Є—Е —Г–≥–ї–Њ–≤ –≤—Л–њ–Њ–ї–љ—П–µ—В—Б—П –љ–µ–њ—А–µ—А—Л–≤–љ–Њ–µ –і–≤–Є–ґ–µ–љ–Є–µ "blended". –І–µ–Љ –±–Њ–ї—М—И–µ –≤—А–µ–Љ—П —А–∞–Ј–≥–Њ–љ–∞ (–Ґ–Р — —Н—В–Њ –≤–љ—Г—В—А. –њ–∞—А–∞–Љ–µ—В—А –†–Ь–Р–°), —В–µ–Љ –±–Њ–ї—М—И–µ —А–∞–і–Є—Г—Б —Б–Ї—А—Г–≥–ї–µ–љ–Є—П —Г–≥–ї–∞. –°–Ї—А—Г–≥–ї–µ–љ–Є–µ —Г–≥–ї–∞ –љ–∞—З–Є–љ–∞–µ—В—Б—П –Є –Ј–∞–Ї–∞–љ—З–Є–≤–∞–µ—В—Б—П –љ–∞ —А–∞—Б—Б—В–Њ—П–љ–Є–Є F·TA/2 –њ–Њ –Њ—В–љ–Њ—И–µ–љ–Є—О –Ї –Ї–Њ–Љ–њ–µ–љ—Б–Є—А–Њ–≤–∞–љ–љ–Њ–Љ—Г –і–≤–Є–ґ–µ–љ–Є—О —Б –Њ—Б—В–∞–љ–Њ–≤–Њ–Љ. –І–µ–Љ –±–Њ–ї—М—И—Г—О –і–Њ–ї—О –њ—А–Є –њ–µ—А–µ—Е–Њ–і–µ –±–µ–Ј –Њ—Б—В–∞–љ–Њ–≤–∞ —Б–Њ—Б—В–∞–≤–ї—П–µ—В —А–∞–Ј–≥–Њ–љ –њ–Њ S-–Њ–±—А–∞–Ј–љ–Њ–є –Ї—А–Є–≤–Њ–є, —В–µ–Љ –Љ–µ–љ—М—И–µ —А–∞–і–Є—Г—Б –љ–∞ —Г–≥–ї–µ —Б–Ї—А—Г–≥–ї–µ–љ–Є—П. –Х—Б–ї–Є –≤—Л–њ–Њ–ї–љ—П–µ—В—Б—П –њ–Њ–ї–љ—Л–є –Њ—Б—В–∞–љ–Њ–≤ –љ–∞ –≤–љ—Г—В—А–µ–љ–љ–µ–Љ —Г–≥–ї–µ, –†–Ь–Р–° –Њ—Б—В–∞–љ–Њ–≤–Є—В –і–≤–Є–ґ–µ–љ–Є–µ –љ–∞ –Ї–Њ–Љ–њ–µ–љ—Б–Є—А–Њ–≤–∞–љ–љ–Њ–Љ —Г–≥–ї–µ, –љ–Њ —Б —Г—З–µ—В–Њ–Љ –Њ—Б—В–∞–љ–Њ–≤–∞. –Ю–±—А–∞–±–Њ—В–Ї–∞ (–Њ–±—Е–Њ–і) –≤–љ–µ—И–љ–Є—Е —Г–≥–ї–Њ–≤
–Я—А–Є –Њ–±—Е–Њ–і–µ –≤–љ–µ—И–љ–Є—Е —Г–≥–ї–Њ–≤ –І–Я–£ –≤–≤–Њ–і–Є—В –і–≤–Є–ґ–µ–љ–Є–µ –њ–Њ –і—Г–≥–µ, —З—В–Њ–±—Л —Г—З–µ—Б—В—М –і–Њ–њ–Њ–ї–љ–Є—В–µ–ї—М–љ–Њ–µ —А–∞—Б—Б—В–Њ—П–љ–Є–µ –Њ–±—Е–Њ–і–∞ –≤–Њ–Ї—А—Г–≥ —Г–≥–ї–∞. –Э–∞—З–∞–ї—М–љ–∞—П –Є –Ї–Њ–љ–µ—З–љ–∞—П —В–Њ—З–Ї–∞ –і—Г–≥–Є - —Н—В–Њ —В–Њ—З–Ї–Є —Б–Љ–µ—Й–µ–љ–Є—П –Њ—В–љ–Њ—Б–Є—В–µ–ї—М–љ–Њ –Ј–∞–њ—А–Њ–≥—А–∞–Љ–Љ–Є—А–Њ–≤–∞–љ–љ–Њ–є –Ї–Њ–Њ—А–і–Є–љ–∞—В—Л —Г–≥–ї–∞, –њ–µ—А–њ–µ–љ–і–Є–Ї—Г–ї—П—А–љ—Л–µ –Ї —В—А–∞–µ–Ї—В–Њ—А–Є–Є –≤–і–Њ–ї—М –Ї–∞–ґ–і–Њ–є —Б–Љ–µ–ґ–љ–Њ–є —Б—В–Њ—А–Њ–љ—Л —Г–≥–ї–∞, –њ–Њ –≤–µ–ї–Є—З–Є–љ–µ —А–∞–≤–љ—Л–µ –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є–Є –љ–∞ —А–∞–і–Є—Г—Б —Д—А–µ–Ј—Л. –¶–µ–љ—В—А —Н—В–Њ–є –і—Г–≥–Є –љ–∞—Е–Њ–і–Є—В—Б—П –љ–∞ –Ј–∞–њ—А–Њ–≥—А–∞–Љ–Љ–Є—А–Њ–≤–∞–љ–љ–Њ–є –Ї–Њ–Њ—А–і–Є–љ–∞—В–µ —Г–≥–ї–∞ (–≤–љ–µ—И–љ–Є–є —Г–≥–Њ–ї —Б –Є–Ј–Љ–µ–љ–µ–љ–Є–µ–Љ —Г–≥–ї–∞ –Љ–µ–љ–µ–µ —З–µ–Љ 1 —Г–≥–ї–Њ–≤–Њ–є –≥—А–∞–і—Г—Б –љ–µ –≤–≤–Њ–і–Є—В –і–≤–Є–ґ–µ–љ–Є–µ –њ–Њ –і—Г–≥–µ, –Њ–љ –њ—А–Њ—Б—В–Њ –Њ–±—Е–Њ–і–Є—В —Г–≥–Њ–ї —Б —Г—З–µ—В–Њ–Љ –њ–∞—А–∞–Љ–µ—В—А–Њ–≤ –Ґ–Р –Є –ҐS). –Х—Б–ї–Є –љ–∞ —Г–≥–ї–µ –≤—Л–њ–Њ–ї–љ—П–µ—В—Б—П –њ–Њ–ї–љ—Л–є –Њ—Б—В–∞–љ–Њ–≤ (–љ–∞–њ—А–Є–Љ–µ—А, Step, –Є–ї–Є –Ј–∞–і–µ—А–ґ–Ї–∞ dwell), —В–Њ –њ–µ—А–µ–і –Њ—Б—В–∞–љ–Њ–≤–Њ–Љ –†–Ь–Р–° –≤–Ї–ї—О—З–∞–µ—В –і–Њ–њ–Њ–ї–љ–Є—В–µ–ї—М–љ–Њ–µ –і–≤–Є–ґ–µ–љ–Є–µ –њ–Њ –і—Г–≥–µ –≤–Њ–Ї—А—Г–≥ —Н—В–Њ–≥–Њ —Г–≥–ї–∞. G50 / G50.1 – –Ч–µ—А–Ї–∞–ї—М–љ–∞—П –Њ–±—А–∞–±–Њ—В–Ї–∞. G50 – –≤–Ї–ї—О—З–∞–µ—В –Ј–µ—А–Ї–∞–ї—М–љ—Г—О –Њ–±—А–∞–±–Њ—В–Ї—Г –њ–Њ –Њ—Б—П–Љ "X" "Y" –Є–ї–Є –њ–Њ –і–≤—Г–Љ –Њ—Б—П–Љ –Њ–і–љ–Њ–≤—А–µ–Љ–µ–љ–љ–Њ. –Я—А–Є–Љ–µ—А: G50X0 - –Ј–µ—А–Ї–∞–ї–Њ –њ–Њ –Њ—Б–Є "X"; G50Y0 - –Ј–µ—А–Ї–∞–ї–Њ –њ–Њ –Њ—Б–Є "Y"; G50X0Y0 - –Ј–µ—А–Ї–∞–ї–Њ –њ–Њ –Њ—Б–Є "X" –Є "Y"; G50.1 – –Њ—В–Љ–µ–љ—П–µ—В –Ј–µ—А–Ї–∞–ї—М–љ—Г—О –Њ–±—А–∞–±–Њ—В–Ї—Г. G51 / G51.1 – –Ь–∞—Б—И—В–∞–±–Є—А–Њ–≤–∞–љ–Є–µ –Њ—Б–µ–є –Ї–Њ–Њ—А–і–Є–љ–∞—В. G51 – –≤–Ї–ї—О—З–∞–µ—В –Љ–∞—Б—И—В–∞–±–Є—А–Њ–≤–∞–љ–Є–µ. –Ь–∞—Б—И—В–∞–±–Є—А–Њ–≤–∞–љ–Є–µ –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—Б—П –Њ—В –љ—Г–ї—П —А–∞–±–Њ—З–µ–є —Б–Є—Б—В–µ–Љ—Л –Ї–Њ–Њ—А–і–Є–љ–∞—В. X_Y_Z_ - —Н—В–Њ –Ї—А–∞—В–љ–Њ—Б—В—М –Љ–∞—Б—И—В–∞–±–Є—А–Њ–≤–∞–љ–Є—П –њ–Њ –Њ—Б–Є X,Y,Z —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–µ–љ–љ–Њ. –Я—А–Є –≤—Л–њ–Њ–ї–љ–µ–љ–Є–Є –Ї—А—Г–≥–Њ–≤–Њ–є –Є–љ—В–µ—А–њ–Њ–ї—П—Ж–Є–Є —Б –њ–∞—А–∞–Љ–µ—В—А–∞–Љ–Є I, J, K –Ї–∞–ґ–і—Л–є –Є–Ј —Н—В–Є—Е –њ–∞—А–∞–Љ–µ—В—А–Њ–≤ –Љ–∞—Б—И—В–∞–±–Є—А—Г–µ—В—Б—П. –Я—А–Є–Љ–µ—А: G51X2Y2Z2; G51.1 – –Њ—В–Љ–µ–љ—П–µ—В –Љ–∞—Б—И—В–∞–±–Є—А–Њ–≤–∞–љ–Є–µ. –Т—Л–±–Њ—А —А–∞–±–Њ—З–µ–є —Б–Є—Б—В–µ–Љ—Л –Ї–Њ–Њ—А–і–Є–љ–∞—В. –Ъ–∞–ґ–і–∞—П —Б–Є—Б—В–µ–Љ–∞ –Ј–∞–і–∞–µ—В—Б—П –њ—Г—В–µ–Љ –≤–≤–Њ–і–∞ —А–∞—Б—Б—В–Њ—П–љ–Є–є — —Б–Љ–µ—Й–µ–љ–Є–є —А–∞–±–Њ—З–µ–≥–Њ –љ—Г–ї—П –њ–Њ –Ї–∞–ґ–і–Њ–є –Њ—Б–Є —Б—В–∞–љ–Ї–∞ –Њ—В–љ–Њ—Б–Є—В–µ–ї—М–љ–Њ –љ—Г–ї—П —Б—В–∞–љ–Ї–∞. –Ч–љ–∞—З–µ–љ–Є—П —Б–Љ–µ—Й–µ–љ–Є–є –Ј–∞–њ–Њ–Љ–Є–љ–∞—О—В—Б—П –љ–∞ —Н–Ї—А–∞–љ–љ–Њ–є —Б—В—А–∞–љ–Є—Ж–µ OFFSET (OFS) –њ—А–Њ–≥—А–∞–Љ–Љ—Л –І–Я–£. –Ф–ї—П —Б—В–∞–љ–Ї–∞ —А–∞–±–Њ—З–∞—П —Б–Є—Б—В–µ–Љ–∞ –Ї–Њ–Њ—А–і–Є–љ–∞—В –≤–Ї–ї—О—З–∞–µ—В—Б—П –њ–Њ –љ–Њ–Љ–µ—А—Г –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞. –Я—А–Є–Љ–µ—А: T3 G00X20.0Z100 X40Z20 –Т –і–∞–љ–љ–Њ–Љ –њ—А–Є–Љ–µ—А–µ –њ–Њ–Ј–Є—Ж–Є–Њ–љ–Є—А–Њ–≤–∞–љ–Є–µ –≤—Л–њ–Њ–ї–љ—П–µ—В—Б—П –≤ —В–Њ—З–Ї–Є X=20, Z=100 –Є X=40 –Є Z=20 –≤–Њ 3-–є —Б–Є—Б—В–µ–Љ–µ –Ї–Њ–Њ—А–і–Є–љ–∞—В. –§–∞–Ї—В–Є—З–µ—Б–Ї–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ –Ј–∞–≤–Є—Б–Є—В –Њ—В –≤–µ–ї–Є—З–Є–љ—Л —Б–Љ–µ—Й–µ–љ–Є—П (OFS), –Ј–∞–і–∞–љ–љ–Њ–є –і–ї—П –≤—Л–±—А–∞–љ–љ–Њ–є —Б–Є—Б—В–µ–Љ—Л –Ї–Њ–Њ—А–і–Є–љ–∞—В. G52 — —Г—Б—В–∞–љ–Њ–≤–Ї–∞ –ї–Њ–Ї–∞–ї—М–љ–Њ–є —Б–Є—Б—В–µ–Љ—Л –Ї–Њ–Њ—А–і–Є–љ–∞—В. –Я—А–Є –њ—А–Њ–≥—А–∞–Љ–Љ–Є—А–Њ–≤–∞–љ–Є–Є –≤ —А–∞–±–Њ—З–µ–є —Б–Є—Б—В–µ–Љ–µ –Ї–Њ–Њ—А–і–Є–љ–∞—В –Є–љ–Њ–≥–і–∞ —Г–і–Њ–±–љ–Њ –Є–Љ–µ—В—М –Њ–±—Й—Г—О —Б–Є—Б—В–µ–Љ—Г –≤–љ—Г—В—А–Є –≤—Б–µ—Е —А–∞–±–Њ—З–Є—Е —Б–Є—Б—В–µ–Љ –Ї–Њ–Њ—А–і–Є–љ–∞—В. –≠—В–∞ —Б–Є—Б—В–µ–Љ–∞ –љ–∞–Ј—Л–≤–∞–µ—В—Б—П –ї–Њ–Ї–∞–ї—М–љ–Њ–є. –Ы–Њ–Ї–∞–ї—М–љ–∞—П —Б–Є—Б—В–µ–Љ–∞ (–•′ Y′) –Ї–Њ–Њ—А–і–Є–љ–∞—В —Б–Љ–µ—Й–µ–љ–∞ –Њ—В–љ–Њ—Б–Є—В–µ–ї—М–љ–Њ —А–∞–±–Њ—З–µ–є —Б–Є—Б—В–µ–Љ—Л (Work CS) XY –љ–∞ –≤–µ–Ї—В–Њ—А –Р, –Ї–Њ—В–Њ—А—Л–є –і–µ–ї–∞–µ—В —В–µ–Ї—Г—Й–µ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ –≤ –ї–Њ–Ї–∞–ї—М–љ–Њ–є —Б–Є—Б—В–µ–Љ–µ —Б–Њ–≤–њ–∞–і–∞—О—Й–Є–Љ —Б –Ї–Њ–Њ—А–і–Є–љ–∞—В–∞–Љ–Є –≤ –Ї–∞–і—А–µ, —Б–Њ–і–µ—А–ґ–∞—Й–Є–Љ —Д—Г–љ–Ї—Ж–Є—О G52 (G52X100Y100). –Ъ–Њ–≥–і–∞ –Ј–∞–і–∞–љ–∞ –ї–Њ–Ї–∞–ї—М–љ–∞—П —Б–Є—Б—В–µ–Љ–∞, –≤—Б–µ –≤–µ–ї–Є—З–Є–љ—Л –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П –≤ –∞–±—Б–Њ–ї—О—В–љ–Њ–є —Б–Є—Б—В–µ–Љ–µ –Њ—В—Б—З–µ—В–∞ (G90) —П–≤–ї—П—О—В—Б—П –Ј–љ–∞—З–µ–љ–Є—П–Љ–Є –Ї–Њ–Њ—А–і–Є–љ–∞—В –ї–Њ–Ї–∞–ї—М–љ–Њ–є —Б–Є—Б—В–µ–Љ—Л. –Ю—В–Љ–µ–љ–∞ –ї–Њ–Ї–∞–ї—М–љ–Њ–є —Б–Є—Б—В–µ–Љ—Л –≤—Л–њ–Њ–ї–љ—П–µ—В—Б—П –Ї–∞–і—А–Њ–Љ: G52X0Y0 –Ы–Њ–Ї–∞–ї—М–љ–∞—П —Б–Є—Б—В–µ–Љ–∞ –Ї–Њ–Њ—А–і–Є–љ–∞—В –і–µ–є—Б—В–≤—Г–µ—В –љ–∞ –≤—Б–µ —А–∞–±–Њ—З–Є–µ —Б–Є—Б—В–µ–Љ—Л –Ї–Њ–Њ—А–і–Є–љ–∞—В. –Я—А–Є–Љ–µ—А: G52X_Y_Z_ G52X100Y100Z100 G53 - –Њ—В–Љ–µ–љ–∞ –Ј–∞–і–∞–љ–љ–Њ–≥–Њ —Б–Љ–µ—Й–µ–љ–Є—П. –Ю—В–Љ–µ–љ–∞ –ї—О–±–Њ–є –Є–Ј —Д—Г–љ–Ї—Ж–Є–є G54 - G59. –Ф–µ–є—Б—В–≤—Г–µ—В —В–Њ–ї—М–Ї–Њ –≤ —В–Њ–Љ –Ї–∞–і—А–µ, –≤ –Ї–Њ—В–Њ—А–Њ–Љ –Њ–љ–∞ –Ј–∞–њ–Є—Б–∞–љ–∞. G54-G59 - –Ј–∞–і–∞–љ–љ–Њ–µ —Б–Љ–µ—Й–µ–љ–Є–µ –°–Љ–µ—Й–µ–љ–Є–µ –љ—Г–ї–µ–≤–Њ–є —В–Њ—З–Ї–Є –і–µ—В–∞–ї–Є –Њ—В–љ–Њ—Б–Є—В–µ–ї—М–љ–Њ –Є—Б—Е–Њ–і–љ–Њ–є —В–Њ—З–Ї–Є —Б—В–∞–љ–Ї–∞. G61 — —А–µ–ґ–Є–Љ —В–Њ—З–љ–Њ–≥–Њ –Њ—Б—В–∞–љ–Њ–≤–∞ –Т–Ї–ї—О—З–∞–µ—В –Њ—Б—В–∞–љ–Њ–≤ –Љ–µ–ґ–і—Г –Ї–∞–і—А–∞–Љ–Є, —З—В–Њ –Њ—В–Љ–µ–љ—П–µ—В —Б–Ї—А—Г–≥–ї–µ–љ–Є–µ —Г–≥–ї–Њ–≤ –Љ–µ–ґ–і—Г –Ї–∞–і—А–∞–Љ–Є. –Я–Њ—Б–ї–∞ –≤–Ї–ї—О—З–µ–љ–Є—П G61 –≤ –Ї–Њ–љ—Ж–µ –Ї–∞–і—А–∞ –≤–Ї–ї—О—З–∞–µ—В—Б—П —В–Њ—А–Љ–Њ–ґ–µ–љ–Є–µ –Є –Ї–Њ–љ—В—А–Њ–ї—М —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–Є—П –Ј–∞–і–∞–љ–љ–Њ–є –≤ –Ї–∞–і—А–µ –њ–Њ–Ј–Є—Ж–Є–Є –≤—Л–њ–Њ–ї–љ—П–µ—В—Б—П –њ–Њ—Б–ї–µ –Ї–∞–і—А–∞. –Ф–µ–є—Б—В–≤–Є–µ G61 –Њ—В–Љ–µ–љ—П–µ—В—Б—П –њ—А–Є –≤–Ї–ї—О—З–µ–љ–Є–Є G64 — —А–µ–ґ–Є–Љ —А–µ–Ј–∞–љ–Є—П. –Я—А–Є –≤–Ї–ї—О—З–µ–љ–Є–Є –І–Я–£ –∞–Ї—В–Є–≤–љ–∞ G64. G64 — —А–µ–ґ–Є–Љ —А–µ–Ј–∞–љ–Є—П –Х—Б–ї–Є –∞–Ї—В–Є–≤–љ–∞ —Д—Г–љ–Ї—Ж–Є—П G64, —В–Њ—А–Љ–Њ–ґ–µ–љ–Є–µ –≤ –Ї–Њ–љ–µ—З–љ–Њ–є —В–Њ—З–Ї–µ –Ї–∞–і—А–∞ –љ–µ –≤—Л–њ–Њ–ї–љ—П–µ—В—Б—П –Є –њ–Њ—Н—В–Њ–Љ—Г —А–µ–Ј–∞–љ–Є–µ –њ–ї–∞–≤–љ–Њ –њ–µ—А–µ—Е–Њ–і–Є—В –≤ —Б–ї–µ–і—Г—О—Й–Є–є –Ї–∞–і—А. –≠—В–∞ –Ї–Њ–Љ–∞–љ–і–∞ –і–µ–є—Б—В–≤–Є—В–µ–ї—М–љ–∞, –њ–Њ–Ї–∞ –Њ–љ–∞ –љ–µ –Ј–∞–Љ–µ–љ—П–µ—В—Б—П (–≤ –њ—А–Њ–≥—А–∞–Љ–Љ–µ) –љ–∞ —Д—Г–љ–Ї—Ж–Є—О —В–Њ—З–љ–Њ–≥–Њ –Њ—Б—В–∞–љ–Њ–≤–∞ G61. –Ю–і–љ–∞–Ї–Њ –≤ —А–µ–ґ–Є–Љ–µ –≤—Л–њ–Њ–ї–љ–µ–љ–Є—П G64 –њ–Њ–і–∞—З–∞ –Ј–∞–Љ–µ–і–ї—П–µ—В—Б—П –і–Њ –љ—Г–ї—П –Є –≤—Л–њ–Њ–ї–љ—П–µ—В—Б—П –Ї–Њ–љ—В—А–Њ–ї—М –≤—Л—Е–Њ–і–∞ –≤ –Ј–∞–і–∞–љ–љ—Г—О –≤ –Ї–∞–і—А–µ –њ–Њ–Ј–Є—Ж–Є—О — –≤ —Б–ї–µ–і—Г—О—Й–Є—Е —Б–ї—Г—З–∞—П—Е: 1. –†–µ–ґ–Є–Љ (—Г—Б–Ї–Њ—А–µ–љ–љ–Њ–≥–Њ) –њ–Њ–Ј–Є—Ж–Є–Њ–љ–Є—А–Њ–≤–∞–љ–Є—П G00 2. –°–ї–µ–і—Г—О—Й–Є–є –Ї–∞–і—А –љ–µ —Б–Њ–і–µ—А–ґ–Є—В –Ї–Њ–Љ–∞–љ–і –љ–∞ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є–µ (–њ–Њ –Ї–∞–Ї–Њ–є-–ї–Є–±–Њ –Њ—Б–Є). G65 – –Ј–∞—Е–Њ–і –љ–∞ —Н–Ї–≤–Є–і–Є—Б—В–∞–љ—В—Г –њ–Њ —А–∞–і–Є—Г—Б—Г G65X_Y_ X_ Y_ - —В–Њ—З–Ї–∞ –љ–∞ –Ї–Њ–љ—В—Г—А–µ. –Я–Њ –і–∞–љ–љ–Њ–є —Д—Г–љ–Ї—Ж–Є–Є –Њ—Б—Г—Й–µ—Б—В–≤–ї—П–µ—В—Б—П –Ј–∞—Е–Њ–і –љ–∞ —Н–Ї–≤–Є–і–Є—Б—В–∞–љ—В—Г –њ–Њ —А–∞–і–Є—Г—Б—Г –њ–µ—А–њ–µ–љ–і–Є–Ї—Г–ї—П—А–љ–Њ –Њ—Б–Є "X" –Є–ї–Є "Y". –Я—А–Є –љ–µ —Б–Њ–±–ї—О–і–µ–љ–Є–Є —Н—В–Є—Е —Г—Б–ї–Њ–≤–Є–є —Б–Є—Б—В–µ–Љ–∞ –≤—Л–і–∞—Б—В —Б–Њ–Њ–±—Й–µ–љ–Є–µ –Њ–± –Њ—И–Є–±–Ї–µ. –†–∞—Б—Б—В–Њ—П–љ–Є–µ –Њ—В –Є—Б—Е–Њ–і–љ–Њ–є —В–Њ—З–Ї–Є –і–Њ —В–Њ—З–Ї–Є –љ–∞ –Ї–Њ–љ—В—Г—А–µ –і–Њ–ї–ґ–љ–Њ –±—Л—В—М –љ–µ –Љ–µ–љ–µ–µ —А–∞–і–Є—Г—Б–∞ —Д—А–µ–Ј—Л. –Я–∞—А–∞–Љ–µ—В—А—Л "X" "Y" –≤ —Д—Г–љ–Ї—Ж–Є–Є G65 – –Њ–±—П–Ј–∞—В–µ–ї—М–љ—Л. –Я—А–Є–Љ–µ—А: T1 G90 G00X40Y0 –Є—Б—Е–Њ–і–љ–∞—П —В–Њ—З–Ї–∞. G41 –≤–Ї–ї. –Ї–Њ—А—А–µ–Ї—Ж–Є–Є –љ–∞ —А–∞–і. –Є–љ—Б—В—А. G65X20Y0 –Ч–∞—Е–Њ–і –љ–∞ —Н–Ї–≤–Є–і–Є—Б—В–∞–љ—В—Г –њ–Њ —А–∞–і. –њ–µ—А–њ–µ–љ–і–Є–Ї. –Њ—Б–Є Y G01Y-20 X-20 Y20 X20 Y0 G66X40Y0 –Т—Л—Е–Њ–і —Б —Н–Ї–≤–Є–і–Є—Б—В–∞–љ—В—Л –њ–Њ —А–∞–і. G40 –Ю—В–Љ–µ–љ–∞ –Ї–Њ—А—А–µ–Ї—Ж–Є–Є –љ–∞ —А–∞–і. –Є–љ—Б—В—А. G66 – —Д—Г–љ–Ї—Ж–Є—П –≤—Л—Е–Њ–і–∞ —Б —Н–Ї–≤–Є–і–Є—Б—В–∞–љ—В—Л –њ–Њ —А–∞–і–Є—Г—Б—Г G66X_Y_ X_Y_ - —В–Њ—З–Ї–∞ –≤–Њ–Ј–≤—А–∞—В–∞ —Б —Н–Ї–≤–Є–і–Є—Б—В–∞–љ—В—Л –њ–Њ —А–∞–і–Є—Г—Б—Г. –Я–Њ—Б–ї–µ –і–∞–љ–љ–Њ–є —Д—Г–љ–Ї—Ж–Є–Є –і–Њ–ї–ґ–љ–∞ –±—Л—В—М —Д—Г–љ–Ї—Ж–Є—П –Њ—В–Љ–µ–љ—Л –Ї–Њ—А—А–µ–Ї—Ж–Є–Є G40. –Я—А–Є–Љ–µ—А —Б–Љ–Њ—В—А–Є –≤—Л—И–µ –≤ G65. G67 – –§—Г–љ–Ї—Ж–Є—П –≤–Ї–ї—О—З–µ–љ–Є—П –Њ–±—Е–Њ–і–∞ –≤–љ–µ—И–љ–Є—Е —Г–≥–ї–Њ–≤ –њ–Њ —А–∞–і–Є—Г—Б—Г –Я—А–Є–Љ–µ—А: G67 –Ф–∞–љ–љ–∞—П —Д—Г–љ–Ї—Ж–Є—П –Љ–Њ–ґ–µ—В –≤–Ї–ї—О—З–∞—В—Б—П –≤ –ї—О–±–Њ–Љ –Љ–µ—Б—В–µ –њ—А–Њ–≥—А–∞–Љ–Љ—Л. –Т–Ї–ї—О—З–µ–љ–∞ –њ–Њ —Г–Љ–Њ–ї—З–∞–љ–Є—О. G68 – –§—Г–љ–Ї—Ж–Є—П –≤—Л–Ї–ї—О—З–µ–љ–Є—П –Њ–±—Е–Њ–і–∞ –≤–љ–µ—И–љ–Є—Е —Г–≥–ї–Њ–≤ –њ–Њ —А–∞–і–Є—Г—Б—Г. –Я—А–Є–Љ–µ—А: G68 G80-88 — —Ж–Є–Ї–ї—Л —Б–≤–µ—А–ї–µ–љ–Є—П. –¶–Є–Ї–ї—Л —Б–≤–µ—А–ї–µ–љ–Є—П —Г–њ—А–Њ—Й–∞—О—В –Њ–±—А–∞–±–Њ—В–Ї—Г, —В.–Ї. –Њ–і–љ–∞ G-—Д—Г–љ–Ї—Ж–Є—П –≤ –Ї–∞–і—А–µ –≤—Л–њ–Њ–ї–љ—П–µ—В –Њ–њ–µ—А–∞—Ж–Є–Є, –Ї–Њ—В–Њ—А—Л–µ —В—А–µ–±—Г—О—В –њ—А–Њ–≥—А–∞–Љ–Љ–Є—А–Њ–≤–∞–љ–Є—П –љ–µ—Б–Ї–Њ–ї—М–Ї–Є—Е –Ї–∞–і—А–Њ–≤. –¶–Є–Ї–ї —Б–≤–µ—А–ї–µ–љ–Є—П —Б–Њ–і–µ—А–ґ–Є—В –њ–Њ—Б–ї–µ–і–Њ–≤–∞—В–µ–ї—М–љ–Њ—Б—В—М –Є–Ј —И–µ—Б—В–Є –Њ–њ–µ—А–∞—Ж–Є–є, –Ї–∞–Ї –њ–Њ–Ї–∞–Ј–∞–љ–Њ –љ–Є–ґ–µ: 3. –Я–Њ–Ј–Є—Ж–Є–Њ–љ–Є—А–Њ–≤–∞–љ–Є–µ –Њ—Б–µ–є. 4. –£—Б–Ї–Њ—А–µ–љ–љ–Њ–µ –і–≤–Є–ґ–µ–љ–Є–µ –≤ –Є—Б—Е–Њ–і–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ. 5. –Ю–±—А–∞–±–Њ—В–Ї–∞ –Њ—В–≤–µ—А—Б—В–Є—П. 6. –Ю–±—А–∞–±–Њ—В–Ї–∞ –і–љ–∞ –Њ—В–≤–µ—А—Б—В–Є—П. 7. –Т–Њ–Ј–≤—А–∞—В –≤ –Њ–њ–Њ—А–љ—Г—О —В–Њ—З–Ї—Г. 8. –Т–Њ–Ј–≤—А–∞—В –≤ –Є—Б—Е–Њ–і–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ. –¶–Є–Ї–ї —Б–≤–µ—А–ї–µ–љ–Є—П –Є–Љ–µ–µ—В –њ–ї–Њ—Б–Ї–Њ—Б—В—М –њ–Њ–Ј–Є—Ж–Є–Њ–љ–Є—А–Њ–≤–∞–љ–Є—П –Є –Њ—Б—М —Б–≤–µ—А–ї–µ–љ–Є—П. –Я–ї–Њ—Б–Ї–Њ—Б—В—М –њ–Њ–Ј–Є—Ж–Є–Њ–љ–Є—А–Њ–≤–∞–љ–Є—П –Њ–њ—А–µ–і–µ–ї—П–µ—В—Б—П —Д—Г–љ–Ї—Ж–Є–µ–є G17. –Ю—Б—М Z –љ–∞–Ј–љ–∞—З–∞–µ—В—Б—П –Ї–∞–Ї –Њ—Б—М —Б–≤–µ—А–ї–µ–љ–Є—П. –Х—Б–ї–Є –Є–љ—Б—В—А—Г–Љ–µ–љ—В –і–Њ–ї–ґ–µ–љ –±—Л—В—М –≤—Л–≤–µ–і–µ–љ –≤ –Њ–њ–Њ—А–љ—Г—О —В–Њ—З–Ї—Г –Є–ї–Є –≤ –Є—Б—Е–Њ–і–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ - —В–Њ —Н—В–Њ –Ј–∞–і–∞–µ—В—Б—П —Б–Њ–Њ—В–≤–µ—В—Б—В–≤–µ–љ–љ–Њ —Д—Г–љ–Ї—Ж–Є—П–Љ–Є G98 –Є–ї–Є G99.
–Я—А–Є–Љ–µ–љ–µ–љ–Є–µ G99 –і–ї—П –њ–µ—А–≤–Њ–≥–Њ –њ—А–Њ—Е–Њ–і–∞ —Б–≤–µ—А–ї–µ–љ–Є—П –Є –њ—А–Є–Љ–µ–љ–µ–љ–Є–µ G98 –і–ї—П –њ–Њ—Б–ї–µ–і–љ–µ–≥–Њ —Е–Њ–і–∞ —Б–≤–µ—А–ї–µ–љ–Є—П. –Х—Б–ї–Є —Ж–Є–Ї–ї –њ–Њ–≤—В–Њ—А—П–µ—В—Б—П L —А–∞–Ј, –Ї–∞–Ї —Г–Ї–∞–Ј–∞–љ–Њ –≤ —А–µ–ґ–Є–Љ–µ G98, —В–Њ –Є–љ—Б—В—А—Г–Љ–µ–љ—В –≤–Њ–Ј–≤—А–∞—Й–∞–µ—В—Б—П –љ–∞ –Є—Б—Е–Њ–і–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –њ–Њ—Б–ї–µ –њ–µ—А–≤–Њ–≥–Њ –њ—А–Њ—Е–Њ–і–∞ —Б–≤–µ—А–ї–µ–љ–Є—П, –≤ —А–µ–ґ–Є–Љ–µ G99 –Є—Б—Е–Њ–і–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –љ–µ –Љ–µ–љ—П–µ—В—Б—П –і–∞–ґ–µ –њ–Њ—Б–ї–µ –≤—Л–њ–Њ–ї–љ–µ–љ–Є—П —Б–≤–µ—А–ї–µ–љ–Є—П. –Я–∞—А–∞–Љ–µ—В—А—Л —Б–≤–µ—А–ї–µ–љ–Є—П —Г–Ї–∞–Ј—Л–≤–∞—О—В—Б—П –Є –≤—Л–њ–Њ–ї–љ—П—О—В—Б—П –≤ –Њ–і–љ–Њ–Љ –Ї–∞–і—А–µ –њ–Њ—Б–ї–µ —Б–Є–Љ–≤–Њ–ї–∞. –≠—В–∞ –Ї–Њ–Љ–∞–љ–і–∞ –њ–Њ–Ј–≤–Њ–ї—П–µ—В –Ј–∞–њ–Њ–Љ–љ–Є—В—М –і–∞–љ–љ—Л–µ –≤ –І–Я–£. G81 — —Ж–Є–Ї–ї —Б–≤–µ—А–ї–µ–љ–Є—П –Њ—В–≤–µ—А—Б—В–Є—П –љ–∞ –Ј–∞–і–∞–љ–љ—Г—О –≥–ї—Г–±–Є–љ—Г –Х—Б–ї–Є –Ј–∞–і–∞–љ–∞ —Н—В–∞ G-—Д—Г–љ–Ї—Ж–Є—П, —В–Њ –Є–љ—Б—В—А—Г–Љ–µ–љ—В –њ–µ—А–µ–Љ–µ—Й–∞–µ—В—Б—П –љ–∞ –±—Л—Б—В—А–Њ–Љ —Е–Њ–і—Г –≤ —В–Њ—З–Ї—Г —Б –Ј–∞–і–∞–љ–љ—Л–Љ–Є –Ї–Њ–Њ—А–і–Є–љ–∞—В–∞–Љ–Є –• –Є –£. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –≤—Л–њ–Њ–ї–љ—П–µ—В—Б—П –Њ–±—Л—З–љ–Њ–µ —Б–≤–µ—А–ї–µ–љ–Є–µ —Б –Ј–∞–і–∞–љ–љ–Њ–є –њ–Њ–і–∞—З–µ–є –љ–∞ –Ј–∞–і–∞–љ–љ—Г—О –≥–ї—Г–±–Є–љ—Г — –Ї–Њ–Њ—А–і–Є–љ–∞—В–∞ Z. –Ч–∞—В–µ–Љ –Є–љ—Б—В—А—Г–Љ–µ–љ—В —Б—А–∞–Ј—Г –Њ—В–≤–Њ–і–Є—В—Б—П –≤–≤–µ—А—Е –њ–Њ Z —Б —Г–Ї–Њ—А–µ–љ–љ–Њ–є –њ–Њ–і–∞—З–µ–є. –Ъ–Њ–Њ—А–і–Є–љ–∞—В–∞ –≤–Њ–Ј–≤—А–∞—В–∞ –≤–≤–µ—А—Е –њ–Њ –Њ—Б–Є Z — —Н—В–Њ –Ј–∞–і–∞–љ–љ–∞—П –Ї–Њ–Њ—А–і–Є–љ–∞—В–∞ –њ–Њ Z, –µ—Б–ї–Є —Н—В–Њ—В –ґ–µ—Б—В–Ї–Є–є —Ж–Є–Ї–ї –±—Л–ї –≤—Л–Ј–≤–∞–љ –њ—А–Є –∞–Ї—В–Є–≤–љ–Њ–є —Д—Г–љ–Ї—Ж–Є–Є (—А–µ–ґ–Є–Љ–µ) G98. –Х—Б–ї–Є –ґ–µ –±—Л–ї –∞–Ї—В–Є–≤–µ–љ —А–µ–ґ–Є–Љ G99, —В–Њ –Ї–Њ–Њ—А–і–Є–љ–∞—В–∞ —В–Њ—З–Ї–Є –≤–Њ–Ј–≤—А–∞—В–∞ –≤–≤–µ—А—Е –њ–Њ Z — —Н—В–Њ –≤–µ–ї–Є—З–Є–љ–∞ –њ–∞—А–∞–Љ–µ—В—А–∞ R, —Г–Ї–∞–Ј–∞–љ–љ–∞—П –≤ –Ї–∞–і—А–µ, —Б–Њ–і–µ—А–ґ–∞—Й–µ–Љ —Д—Г–љ–Ї—Ж–Є—О G81. –≠—В–Њ—В —Ж–Є–Ї–ї –±—Г–і–µ—В –њ–Њ–≤—В–Њ—А—П—В—М—Б—П –≤ –ї—О–±–Њ–Љ –Ї–∞–і—А–µ, –≤ –Ї–Њ—В–Њ—А—Л–є –≤—Е–Њ–і—П—В –Ї–Њ–Њ—А–і–Є–љ–∞—В—Л –• –Є –£ (–і–≤–Є–ґ–µ–љ–Є–µ –њ–Њ –• –Є –£), –њ–Њ–Ї–∞ —Н—В–Њ—В —А–µ–ґ–Є–Љ –љ–µ –±—Г–і–µ—В –Њ—В–Љ–µ–љ–µ–љ —Д—Г–љ–Ї—Ж–Є–µ–є G80. –°–Є–љ—В–∞–Ї—Б–Є—Б: G81 X_Y_Z_R_F_L_ X, Y – –Ї–Њ–Њ—А–і–Є–љ–∞—В—Л –Њ—В–≤–µ—А—Б—В–Є—П –њ–Њ –Њ—Б—П–Љ –• –Є –£, Z – –≥–ї—Г–±–Є–љ–∞ —Б–≤–µ—А–ї–µ–љ–Є—П, R – –Є—Б—Е–Њ–і–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –њ–Њ –Њ—Б–Є Z, F – –≤–µ–ї–Є—З–Є–љ–∞ —А–∞–±–Њ—З–µ–є –њ–Њ–і–∞—З–Є, L – —З–Є—Б–ї–Њ –њ—А–Њ—Е–Њ–і–Њ–≤.
–Я—А–Є–Љ–µ—А—Л –њ—А–Њ–≥—А–∞–Љ–Љ–Є—А–Њ–≤–∞–љ–Є—П G99G81X-3Y-2.7Z-5R1F25L2 X-2.75 X-2.5 X-2.25 G80 G98G81X-3Y-2.7Z-5R1F25L2 X-2.75 X-2.5 X-2.25 G80 G82 — —Ж–Є–Ї–ї —Б–≤–µ—А–ї–µ–љ–Є—П —Б –Ј–∞–і–µ—А–ґ–Ї–Њ–є –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ –љ–∞ –і–љ–µ –Њ—В–≤–µ—А—Б—В–Є—П –Х—Б–ї–Є –Ј–∞–і–∞–љ–∞ —Н—В–∞ G-—Д—Г–љ–Ї—Ж–Є—П, —В–Њ –Є–љ—Б—В—А—Г–Љ–µ–љ—В –њ–µ—А–µ–Љ–µ—Й–∞–µ—В—Б—П –љ–∞ –±—Л—Б—В—А–Њ–Љ —Е–Њ–і—Г –≤ —В–Њ—З–Ї—Г —Б –Ј–∞–і–∞–љ–љ—Л–Љ–Є –Ї–Њ–Њ—А–і–Є–љ–∞—В–∞–Љ–Є –• –Є –£. –Ч–∞—В–µ–Љ –±—Л—Б—В—А–Њ–µ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є–µ –њ–Њ –Њ—Б–Є Z –≤ –Њ–њ–Њ—А–љ—Г—О –њ–ї–Њ—Б–Ї–Њ—Б—В—М —Б –Ї–Њ–Њ—А–і–Є–љ–∞—В–Њ–є R. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –≤—Л–њ–Њ–ї–љ—П–µ—В—Б—П –Њ–±—Л—З–љ–Њ–µ —Б–≤–µ—А–ї–µ–љ–Є–µ —Б –Ј–∞–і–∞–љ–љ–Њ–є –њ–Њ–і–∞—З–µ–є –љ–∞ –Ј–∞–і–∞–љ–љ—Г—О –≥–ї—Г–±–Є–љ—Г — –Ї–Њ–Њ—А–і–Є–љ–∞—В–∞ Z. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ, –Ї–Њ–≥–і–∞ –Є–љ—Б—В—А—Г–Љ–µ–љ—В –љ–∞—Е–Њ–і–Є—В—Б—П "–љ–∞ –і–љ–µ" –Њ—В–≤–µ—А—Б—В–Є—П, –љ–∞—З–Є–љ–∞–µ—В—Б—П –Њ—В—Б—З–µ—В –≤—Л–і–µ—А–ґ–Ї–Є –≤—А–µ–Љ–µ–љ–Є, –≤–µ–ї–Є—З–Є–љ–∞ –Ї–Њ—В–Њ—А–Њ–≥–Њ –Ј–∞–і–∞–љ–∞ –њ–∞—А–∞–Љ–µ—В—А–Њ–Љ P. –Ч–∞—В–µ–Љ –Є–љ—Б—В—А—Г–Љ–µ–љ—В –Њ—В–≤–Њ–і–Є—В—Б—П –≤–≤–µ—А—Е –њ–Њ Z —Б —Г–Ї–Њ—А–µ–љ–љ–Њ–є –њ–Њ–і–∞—З–µ–є. –Ъ–Њ–Њ—А–і–Є–љ–∞—В–∞ –≤–Њ–Ј–≤—А–∞—В–∞ –≤–≤–µ—А—Е –њ–Њ –Њ—Б–Є Z — —Н—В–Њ –Ј–∞–і–∞–љ–љ–∞—П –Ї–Њ–Њ—А–і–Є–љ–∞—В–∞ –њ–Њ Z, –µ—Б–ї–Є —Н—В–Њ—В –ґ–µ—Б—В–Ї–Є–є —Ж–Є–Ї–ї –±—Л–ї –≤—Л–Ј–≤–∞–љ –њ—А–Є –∞–Ї—В–Є–≤–љ–Њ–є —Д—Г–љ–Ї—Ж–Є–Є (—А–µ–ґ–Є–Љ–µ) G98.
–Х—Б–ї–Є –ґ–µ –±—Л–ї –∞–Ї—В–Є–≤–µ–љ —А–µ–ґ–Є–Љ G99, —В–Њ –Ї–Њ–Њ—А–і–Є–љ–∞—В–∞ —В–Њ—З–Ї–Є –≤–Њ–Ј–≤—А–∞—В–∞ –≤–≤–µ—А—Е –њ–Њ Z — —Н—В–Њ –≤–µ–ї–Є—З–Є–љ–∞ –њ–∞—А–∞–Љ–µ—В—А–∞ R, —Г–Ї–∞–Ј–∞–љ–љ–∞—П –≤ –Ї–∞–і—А–µ, —Б–Њ–і–µ—А–ґ–∞—Й–µ–Љ —Д—Г–љ–Ї—Ж–Є—О G81. –≠—В–Њ—В —Ж–Є–Ї–ї –±—Г–і–µ—В –њ–Њ–≤—В–Њ—А—П—В—М—Б—П –≤ –ї—О–±–Њ–Љ –Ї–∞–і—А–µ, –≤ –Ї–Њ—В–Њ—А—Л–є –≤—Е–Њ–і—П—В –Ї–Њ–Њ—А–і–Є–љ–∞—В—Л –• –Є –£ (–і–≤–Є–ґ–µ–љ–Є–µ –њ–Њ –• –Є –£) , –њ–Њ–Ї–∞ —Н—В–Њ—В —А–µ–ґ–Є–Љ –љ–µ –±—Г–і–µ—В –Њ—В–Љ–µ–љ–µ–љ —Д—Г–љ–Ї—Ж–Є–µ–є G80. –°–Є–љ—В–∞–Ї—Б–Є—Б: G82 X_Y_Z_R_F_L_–†_ X , Y – –Ї–Њ–Њ—А–і–Є–љ–∞—В—Л –Њ—В–≤–µ—А—Б—В–Є—П –њ–Њ –Њ—Б—П–Љ –• –Є –£, Z – –≥–ї—Г–±–Є–љ–∞ —Б–≤–µ—А–ї–µ–љ–Є—П, R – –Є—Б—Е–Њ–і–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –њ–Њ –Њ—Б–Є Z, F – –≤–µ–ї–Є—З–Є–љ–∞ —А–∞–±–Њ—З–µ–є –њ–Њ–і–∞—З–Є, L – —З–Є—Б–ї–Њ –њ—А–Њ—Е–Њ–і–Њ–≤, P – –≤—А–µ–Љ—П –≤ —Б–µ–Ї—Г–љ–і–∞—Е –Ј–∞–і–µ—А–ґ–Ї–Є –љ–∞ –і–љ–µ –Њ—В–≤–µ—А—Б—В–Є—П. –Я—А–Є–Љ–µ—А—Л –њ—А–Њ–≥—А–∞–Љ–Љ–Є—А–Њ–≤–∞–љ–Є—П: G99G82X-3Y-2.7Z-5R1F25L1–†2 X-2.75 X-2.5 X-2.25 G80 G98G81X-3Y-2.75Z-5R1F25L1–†2 X-2.75 X-2.5 X-2.25 G80 G83 — —Ж–Є–Ї–ї –њ—А–µ—А—Л–≤–Є—Б—В–Њ–≥–Њ —Б–≤–µ—А–ї–µ–љ–Є—П –≥–ї—Г–±–Њ–Ї–Є—Е –Њ—В–≤–µ—А—Б—В–Є–є —Б —А–∞–Ј–±–Є–µ–љ–Є–µ–Љ –њ–Њ–ї–љ–Њ–є –≥–ї—Г–±–Є–љ—Л –Њ—В–≤–µ—А—Б—В–Є—П –љ–∞ –Њ—В—А–µ–Ј–Ї–Є –Х—Б–ї–Є –Ј–∞–і–∞–љ–∞ —Н—В–∞ G-—Д—Г–љ–Ї—Ж–Є—П, —В–Њ –Є–љ—Б—В—А—Г–Љ–µ–љ—В –њ–µ—А–µ–Љ–µ—Й–∞–µ—В—Б—П –љ–∞ –±—Л—Б—В—А–Њ–Љ —Е–Њ–і—Г –≤ —В–Њ—З–Ї—Г —Б –Ј–∞–і–∞–љ–љ—Л–Љ–Є –Ї–Њ–Њ—А–і–Є–љ–∞—В–∞–Љ–Є –• –Є –£. –Ч–∞—В–µ–Љ — –≤ –Ї–Њ–Њ—А–і–Є–љ–∞—В—Г R –њ–Њ –Њ—Б–Є Z. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –≤—Л–њ–Њ–ї–љ—П–µ—В—Б—П –Њ–±—Л—З–љ–Њ–µ —Б–≤–µ—А–ї–µ–љ–Є–µ —Б –Ј–∞–і–∞–љ–љ–Њ–є –њ–Њ–і–∞—З–µ–є –љ–∞ –≥–ї—Г–±–Є–љ—Г K –≤–љ–Є–Ј –Њ—В–љ–Њ—Б–Є—В–µ–ї—М–љ–Њ –Є—Б—Е–Њ–і–љ–Њ–є —В–Њ—З–Ї–Є, –Ј–∞–і–∞–љ–љ–Њ–є –њ–∞—А–∞–Љ–µ—В—А–Њ–Љ R. –Ч–∞—В–µ–Љ –Є–љ—Б—В—А—Г–Љ–µ–љ—В –Њ—В–≤–Њ–і–Є—В—Б—П –≤–≤–µ—А—Е –њ–Њ Z —Б —Г—Б–Ї–Њ—А–µ–љ–љ–Њ–є –њ–Њ–і–∞—З–µ–є. –Ъ–Њ–Њ—А–і–Є–љ–∞—В–∞ –≤–Њ–Ј–≤—А–∞—В–∞ –≤–≤–µ—А—Е –њ–Њ –Њ—Б–Є Z –Ј–∞–і–∞–µ—В—Б—П –њ–∞—А–∞–Љ–µ—В—А–Њ–Љ R. –Ч–∞—В–µ–Љ –Є–љ—Б—В—А—Г–Љ–µ–љ—В –њ–µ—А–µ–Љ–µ—Й–∞–µ—В—Б—П –љ–∞ –±—Л—Б—В—А–Њ–є –њ–Њ–і–∞—З–µ –љ–∞ –≤—Л—Б–Њ—В—Г –њ–Њ—Б–ї–µ–і–љ–µ–≥–Њ –њ—А–Њ—Е–Њ–і–∞ —Б–≤–µ—А–ї–µ–љ–Є—П –њ–ї—О—Б –≤–µ–ї–Є—З–Є–љ–∞ –њ–∞—А–∞–Љ–µ—В—А–∞ R. –Ч–∞—В–µ–Љ — –Њ–±—Л—З–љ–Њ–µ —Б–≤–µ—А–ї–µ–љ–Є–µ –љ–∞ –≥–ї—Г–±–Є–љ—Г K –љ–Є–ґ–µ –њ—А–µ–і—Л–і—Г—Й–µ–≥–Њ –њ—А–Њ—Е–Њ–і–∞. –≠—В–Њ—В –ґ–µ—Б—В–Ї–Є–є —Ж–Є–Ї–ї –±—Г–і–µ—В –њ–Њ–≤—В–Њ—А—П—В—М—Б—П –і–Њ —В–µ—Е –њ–Њ—А, –њ–Њ–Ї–∞ –Њ—В–≤–µ—А—Б—В–Є–µ –љ–µ –±—Г–і–µ—В –Њ–±—А–∞–±–Њ—В–∞–љ–Њ –љ–∞ –њ–Њ–ї–љ—Г—О –≥–ї—Г–±–Є–љ—Г. –Ъ–Њ–Њ—А–і–Є–љ–∞—В–∞ –≤–Њ–Ј–≤—А–∞—В–∞ –≤–≤–µ—А—Е –њ–Њ –Њ—Б–Є Z — —Н—В–Њ –Ј–∞–і–∞–љ–љ–∞—П –Ї–Њ–Њ—А–і–Є–љ–∞—В–∞ –њ–Њ Z, –µ—Б–ї–Є —Н—В–Њ—В –ґ–µ—Б—В–Ї–Є–є —Ж–Є–Ї–ї –±—Л–ї –≤—Л–Ј–≤–∞–љ –њ—А–Є –∞–Ї—В–Є–≤–љ–Њ–є —Д—Г–љ–Ї—Ж–Є–Є (—А–µ–ґ–Є–Љ–µ) G98. –Т –њ—А–Њ—В–Є–≤–љ–Њ–Љ —Б–ї—Г—З–∞–µ –≤–Њ–Ј–≤—А–∞—В –њ—А–Њ–Є—Б—Е–Њ–і–Є—В –≤ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –њ–Њ –Њ—Б–Є Z, –Ј–∞–і–∞–љ–љ–Њ–µ –њ–∞—А–∞–Љ–µ—В—А–Њ–Љ R, —Г–Ї–∞–Ј–∞–љ–љ—Л–Љ –≤ –Ї–∞–і—А–µ —Б G83, –µ—Б–ї–Є –∞–Ї—В–Є–≤–µ–љ —А–µ–ґ–Є–Љ G99. –≠—В–Њ—В —Ж–Є–Ї–ї –±—Г–і–µ—В –њ–Њ–≤—В–Њ—А—П—В—М—Б—П –≤ –ї—О–±–Њ–Љ –Ї–∞–і—А–µ, –≤ –Ї–Њ—В–Њ—А—Л–є –≤—Е–Њ–і—П—В –Ї–Њ–Њ—А–і–Є–љ–∞—В—Л –• –Є –£ (–і–≤–Є–ґ–µ–љ–Є–µ –њ–Њ –• –Є –£), –њ–Њ–Ї–∞ —Н—В–Њ—В —А–µ–ґ–Є–Љ –љ–µ –±—Г–і–µ—В –Њ—В–Љ–µ–љ–µ–љ —Д—Г–љ–Ї—Ж–Є–µ–є G80. –°–Є–љ—В–∞–Ї—Б–Є—Б: G83 X_Y_Z_R_F_L_K_I_Q X , Y – –Ї–Њ–Њ—А–і–Є–љ–∞—В—Л –Њ—В–≤–µ—А—Б—В–Є—П –њ–Њ –Њ—Б—П–Љ –• –Є –£, Z – –≥–ї—Г–±–Є–љ–∞ —Б–≤–µ—А–ї–µ–љ–Є—П, R – –Є—Б—Е–Њ–і–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –њ–Њ –Њ—Б–Є Z, F – –≤–µ–ї–Є—З–Є–љ–∞ —А–∞–±–Њ—З–µ–є –њ–Њ–і–∞—З–Є, L – —З–Є—Б–ї–Њ –њ–Њ–≤—В–Њ—А–Њ–≤ —Ж–Є–Ї–ї–∞, K – –≥–ї—Г–±–Є–љ–∞ –Њ–і–љ–Њ–≥–Њ –њ—А–Њ—Е–Њ–і–∞, –≤—Б–µ–≥–і–∞ –љ–µ 0, I – –≥–ї—Г–±–Є–љ–∞ –њ–µ—А–≤–Њ–≥–Њ –њ—А–Њ—Е–Њ–і–∞ (–µ—Б–ї–Є –і–∞–љ–љ—Л–є –њ–∞—А–∞–Љ–µ—В—А –љ–µ —Г–Ї–∞–Ј—Л–≤–∞–µ—В—Б—П, —В–Њ –Ј–љ–∞—З–µ–љ–Є–µ –њ–µ—А–≤–Њ–≥–Њ –њ—А–Њ—Е–Њ–і–∞ —А–∞–≤–љ–Њ –≥–ї—Г–±–Є–љ–µ –Ї–∞–ґ–і–Њ–≥–Њ –њ—А–Њ—Е–Њ–і–∞), Q – –≤–µ–ї–Є—З–Є–љ–∞ –љ–µ –і–Њ—Е–Њ–і–∞ –≤ –Ї–∞–ґ–і–Њ–Љ –њ—А–Њ—Е–Њ–і–µ –њ–Њ "Z" (–µ—Б–ї–Є –і–∞–љ–љ—Л–є –њ–∞—А–∞–Љ–µ—В—А –љ–µ —Г–Ї–∞–Ј—Л–≤–∞–µ—В—Б—П, —В–Њ –Ј–љ–∞—З–µ–љ–Є–µ —Г—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–µ—В—Б—П —Б–Є—Б—В–µ–Љ–Њ–є –њ–Њ —Г–Љ–Њ–ї—З–∞–љ–Є—О). –Я—А–Є–Љ–µ—А—Л –њ—А–Њ–≥—А–∞–Љ–Љ–Є—А–Њ–≤–∞–љ–Є—П: G99 G83X-2Y-1Z-6K1R1F25I4Q0.05 X30Y20 X20.2Y-17.432 G80 G98 G83X-2Y-1Z-6K1R4F25I4Q0.08 X100Y27 G80 –Ь–∞—В–µ—А–Є–∞–ї—Л –њ–Њ G-–Ї–Њ–і–∞–Љ –Є–Ј –Т–Є–Ї–Є–њ–µ–і–Є–Є. –Я—А–Њ–≥—А–∞–Љ–Љ–∞, –љ–∞–њ–Є—Б–∞–љ–љ–∞—П —Б –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–µ–Љ G-–Ї–Њ–і–∞, –Є–Љ–µ–µ—В –ґ–µ—Б—В–Ї—Г—О —Б—В—А—Г–Ї—В—Г—А—Г. –Т—Б–µ –Ї–Њ–Љ–∞–љ–і—Л —Г–њ—А–∞–≤–ї–µ–љ–Є—П –Њ–±—К–µ–і–Є–љ—П—О—В—Б—П –≤ –Ї–∞–і—А—Л — –≥—А—Г–њ–њ—Л, —Б–Њ—Б—В–Њ—П—Й–Є–µ –Є–Ј –Њ–і–љ–Њ–є –Є–ї–Є –±–Њ–ї–µ–µ –Ї–Њ–Љ–∞–љ–і. –Ъ–∞–і—А –Ј–∞–≤–µ—А—И–∞–µ—В—Б—П —Б–Є–Љ–≤–Њ–ї–Њ–Љ –њ–µ—А–µ–≤–Њ–і–∞ —Б—В—А–Њ–Ї–Є (CR/LF) –Є –Є–Љ–µ–µ—В –љ–Њ–Љ–µ—А, –Ј–∞ –Є—Б–Ї–ї—О—З–µ–љ–Є–µ–Љ –њ–µ—А–≤–Њ–≥–Њ –Ї–∞–і—А–∞ –њ—А–Њ–≥—А–∞–Љ–Љ—Л –Є –Ї–Њ–Љ–Љ–µ–љ—В–∞—А–Є–µ–≤. –Я–µ—А–≤—Л–є (–∞ –≤ –љ–µ–Ї–Њ—В–Њ—А—Л—Е —Б–ї—Г—З–∞—П—Е –µ—Й—С –Є –њ–Њ—Б–ї–µ–і–љ–Є–є) –Ї–∞–і—А —Б–Њ–і–µ—А–ґ–Є—В —В–Њ–ї—М–Ї–Њ –Њ–і–Є–љ —Б–Є–Љ–≤–Њ–ї «%». –Ч–∞–≤–µ—А—И–∞–µ—В—Б—П –њ—А–Њ–≥—А–∞–Љ–Љ–∞ –Ї–Њ–Љ–∞–љ–і–Њ–є M02 –Є–ї–Є M30. –Ъ–Њ–Љ–Љ–µ–љ—В–∞—А–Є–Є –Ї –њ—А–Њ–≥—А–∞–Љ–Љ–µ —А–∞–Ј–Љ–µ—Й–∞—О—В—Б—П –≤ –Ї—А—Г–≥–ї—Л—Е —Б–Ї–Њ–±–Ї–∞—Е, –Ї–∞–Ї –њ–Њ—Б–ї–µ –њ—А–Њ–≥—А–∞–Љ–Љ–љ—Л—Е –Ї–Њ–і–Њ–≤, —В–∞–Ї –Є –≤ –Њ—В–і–µ–ї—М–љ–Њ–Љ –Ї–∞–і—А–µ. –Я–Њ—А—П–і–Њ–Ї –Ї–Њ–Љ–∞–љ–і –≤ –Ї–∞–і—А–µ —Б—В—А–Њ–≥–Њ –љ–µ –Њ–≥–Њ–≤–∞—А–Є–≤–∞–µ—В—Б—П, –љ–Њ —В—А–∞–і–Є—Ж–Є–Њ–љ–љ–Њ –њ—А–µ–і–њ–Њ–ї–∞–≥–∞–µ—В—Б—П, —З—В–Њ –њ–µ—А–≤—Л–Љ–Є —Г–Ї–∞–Ј—Л–≤–∞—О—В—Б—П –њ–Њ–і–≥–Њ—В–Њ–≤–Є—В–µ–ї—М–љ—Л–µ –Ї–Њ–Љ–∞–љ–і—Л (–љ–∞–њ—А–Є–Љ–µ—А, –≤—Л–±–Њ—А —А–∞–±–Њ—З–µ–є –њ–ї–Њ—Б–Ї–Њ—Б—В–Є), –Ј–∞—В–µ–Љ –Ї–Њ–Љ–∞–љ–і—Л –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П, –Ј–∞—В–µ–Љ –≤—Л–±–Њ—А–∞ —А–µ–ґ–Є–Љ–Њ–≤ –Њ–±—А–∞–±–Њ—В–Ї–Є –Є —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є–µ –Ї–Њ–Љ–∞–љ–і—Л. –Я–Њ–і–њ—А–Њ–≥—А–∞–Љ–Љ—Л –Љ–Њ–≥—Г—В –±—Л—В—М –Њ–њ–Є—Б–∞–љ—Л –њ–Њ—Б–ї–µ –Ї–Њ–Љ–∞–љ–і—Л M02, –љ–Њ –і–Њ M30. –Э–∞—З–Є–љ–∞–µ—В—Б—П –њ–Њ–і–њ—А–Њ–≥—А–∞–Љ–Љ–∞ —Б –Ї–∞–і—А–∞ –≤–Є–і–∞ Lxx, –≥–і–µ xx — –љ–Њ–Љ–µ—А –њ–Њ–і–њ—А–Њ–≥—А–∞–Љ–Љ—Л, –Ј–∞–Ї–∞–љ—З–Є–≤–∞–µ—В—Б—П –Ї–Њ–Љ–∞–љ–і–Њ–є M17. –°–≤–Њ–і–љ–∞—П —В–∞–±–ї–Є—Ж–∞ –Ї–Њ–і–Њ–≤
–Ю—Б–љ–Њ–≤–љ—Л–µ (–љ–∞–Ј—Л–≤–∞–µ–Љ—Л–µ –≤ —Б—В–∞–љ–і–∞—А—В–µ –њ–Њ–і–≥–Њ—В–Њ–≤–Є—В–µ–ї—М–љ—Л–Љ–Є) –Ї–Њ–Љ–∞–љ–і—Л —П–Ј—Л–Ї–∞ –љ–∞—З–Є–љ–∞—О—В—Б—П —Б –±—Г–Ї–≤—Л G: · –Я–µ—А–µ–Љ–µ—Й–µ–љ–Є–µ —А–∞–±–Њ—З–Є—Е –Њ—А–≥–∞–љ–Њ–≤ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є—П —Б –Ј–∞–і–∞–љ–љ–Њ–є —Б–Ї–Њ—А–Њ—Б—В—М—О (–ї–Є–љ–µ–є–љ–Њ–µ –Є –Ї—А—Г–≥–Њ–≤–Њ–µ) · –Т—Л–њ–Њ–ї–љ–µ–љ–Є–µ —В–Є–њ–Њ–≤—Л—Е –њ–Њ—Б–ї–µ–і–Њ–≤–∞—В–µ–ї—М–љ–Њ—Б—В–µ–є (—В–∞–Ї–Є—Е, –Ї–∞–Ї –Њ–±—А–∞–±–Њ—В–Ї–∞ –Њ—В–≤–µ—А—Б—В–Є–є –Є —А–µ–Ј—М–±–∞) · –£–њ—А–∞–≤–ї–µ–љ–Є–µ –њ–∞—А–∞–Љ–µ—В—А–∞–Љ–Є –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞, —Б–Є—Б—В–µ–Љ–∞–Љ–Є –Ї–Њ–Њ—А–і–Є–љ–∞—В, –Є —А–∞–±–Њ—З–Є—Е –њ–ї–Њ—Б–Ї–Њ—Б—В–µ–є
–Ґ–∞–±–ї–Є—Ж–∞ –Њ—Б–љ–Њ–≤–љ—Л—Е –Ї–Њ–Љ–∞–љ–і
–Љ–∞–Ї—Б–Є–Љ—Г–Љ 4 –Ї–Њ–Љ–∞–љ–і—Л –≤ –Ї–∞–і—А–µ
–Ґ–∞–±–ї–Є—Ж–∞ —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є—Е –Ї–Њ–і–Њ–≤–Ґ–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є–µ –Ї–Њ–Љ–∞–љ–і—Л —П–Ј—Л–Ї–∞ –љ–∞—З–Є–љ–∞—О—В—Б—П —Б –±—Г–Ї–≤—Л –Ь. –Т–Ї–ї—О—З–∞—О—В —В–∞–Ї–Є–µ –і–µ–є—Б—В–≤–Є—П, –Ї–∞–Ї:
· –°–Љ–µ–љ–Є—В—М –Є–љ—Б—В—А—Г–Љ–µ–љ—В · –Т–Ї–ї—О—З–Є—В—М/–≤—Л–Ї–ї—О—З–Є—В—М —И–њ–Є–љ–і–µ–ї—М · –Т–Ї–ї—О—З–Є—В—М/–≤—Л–Ї–ї—О—З–Є—В—М –Њ—Е–ї–∞–ґ–і–µ–љ–Є–µ · –†–∞–±–Њ—В–∞ —Б –њ–Њ–і–њ—А–Њ–≥—А–∞–Љ–Љ–∞–Љ–Є
–Я–∞—А–∞–Љ–µ—В—А—Л –Ї–Њ–Љ–∞–љ–і–Я–∞—А–∞–Љ–µ—В—А—Л –Ї–Њ–Љ–∞–љ–і –Ј–∞–і–∞—О—В—Б—П –±—Г–Ї–≤–∞–Љ–Є –ї–∞—В–Є–љ—Б–Ї–Њ–≥–Њ –∞–ї—Д–∞–≤–Є—В–∞
–Р–≤—В–Њ—А —Б—В–∞—В—М–Є –Р.–Т–Њ—А–Њ–љ–µ–љ–Ї–Њ |


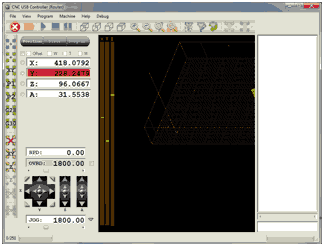
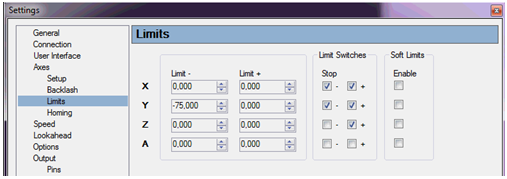



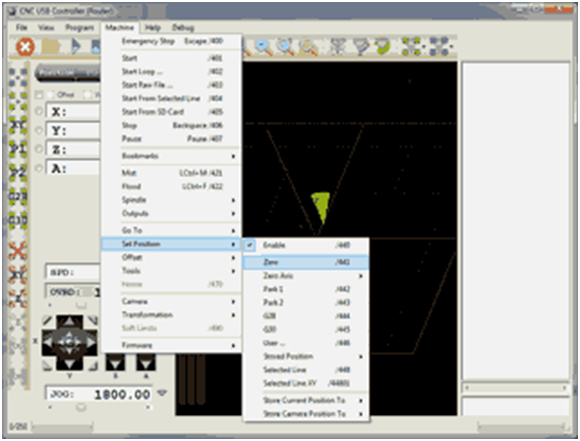
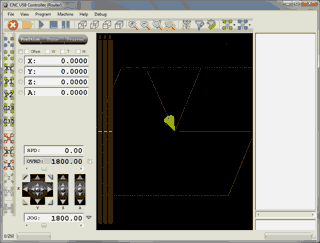
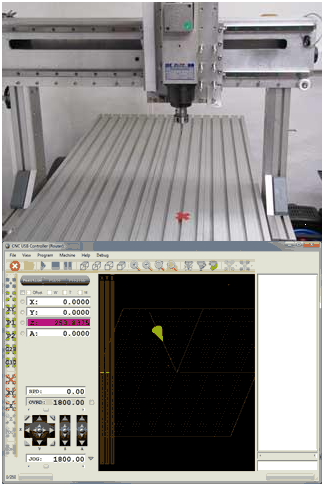
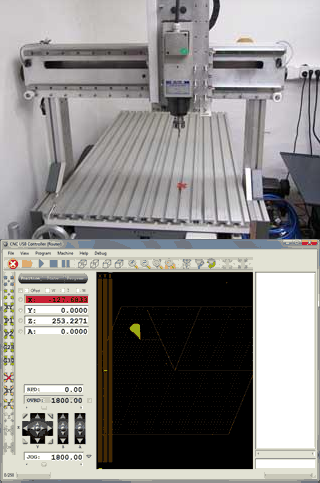
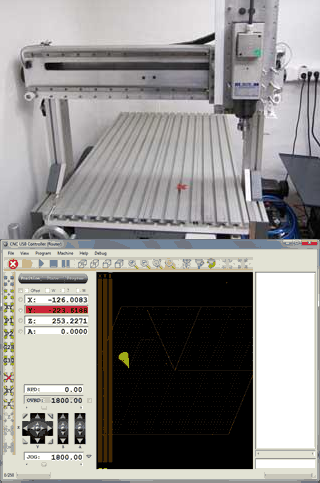
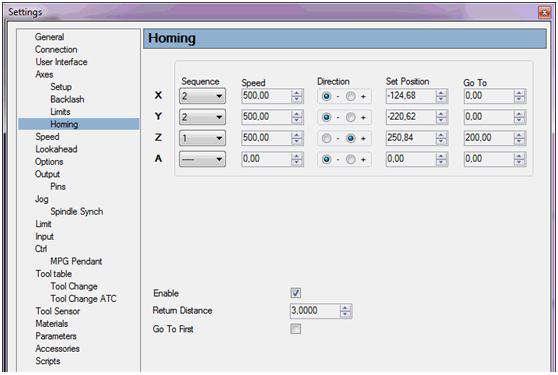
 . –Ъ–∞–Ї –≤—Б–µ–≥–і–∞ –љ–∞–і–Њ –±—Л—В—М –≥–Њ—В–Њ–≤—Л–Љ –љ–∞–ґ–∞—В—М –∞–≤–∞—А–Є–є–љ—Л–є « e-stop"
. –Ъ–∞–Ї –≤—Б–µ–≥–і–∞ –љ–∞–і–Њ –±—Л—В—М –≥–Њ—В–Њ–≤—Л–Љ –љ–∞–ґ–∞—В—М –∞–≤–∞—А–Є–є–љ—Л–є « e-stop"  –µ—Б–ї–Є —З—В–Њ-—В–Њ –њ–Њ–є–і–µ—В –љ–µ —В–∞–Ї.
–µ—Б–ї–Є —З—В–Њ-—В–Њ –њ–Њ–є–і–µ—В –љ–µ —В–∞–Ї.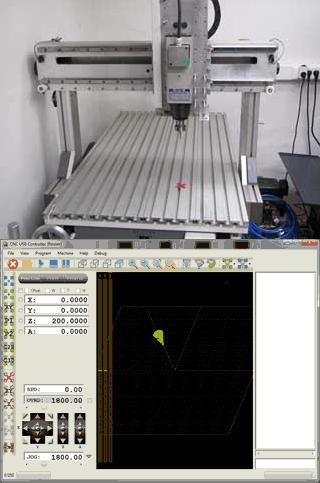
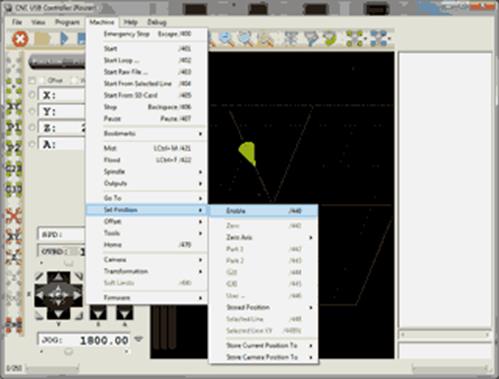
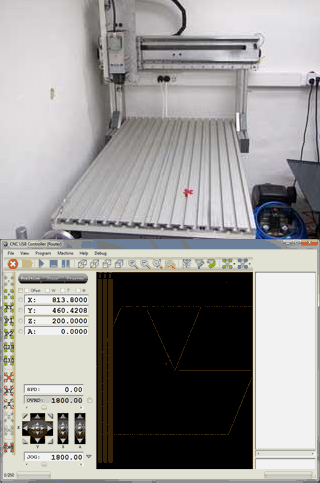
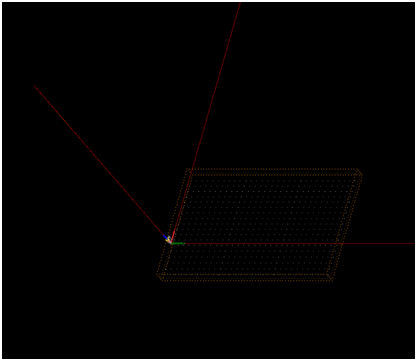
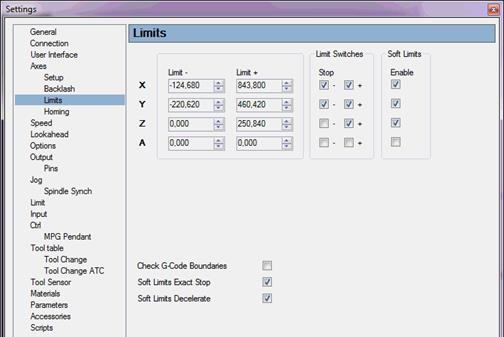
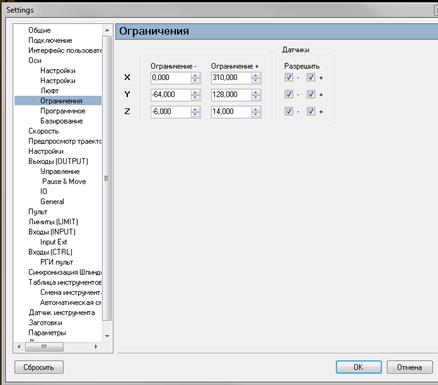

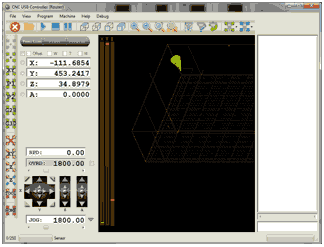
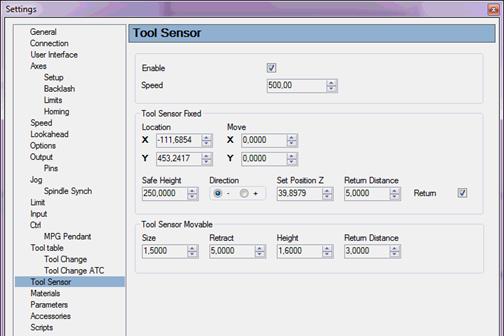
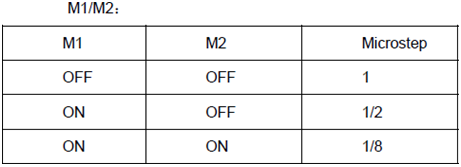



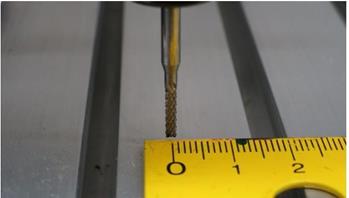
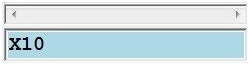
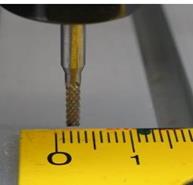
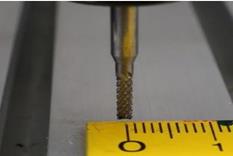
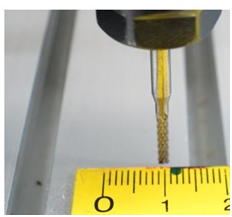
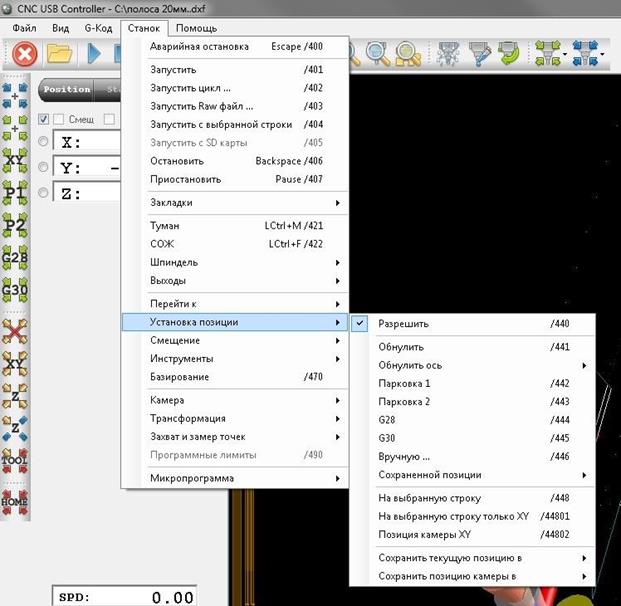
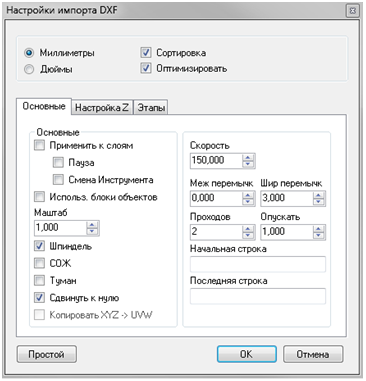
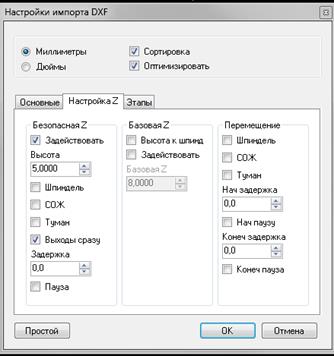
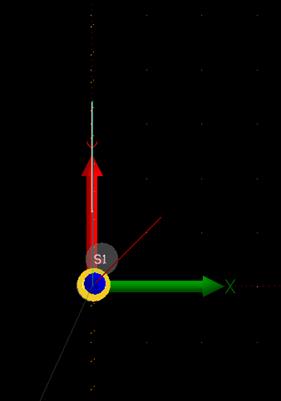
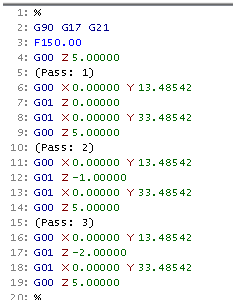

 ,–њ–Њ—Б–ї–µ 2—Е –њ—А–Њ—Е–Њ–і–Њ–≤ –±—Г–і–µ—В –њ–Њ–і—К–µ–Љ —Д—А–µ–Ј—Л –љ–∞ 5–Љ–Љ –Є –Њ—Б—В–∞–љ–Њ–≤–Ї–∞ .
,–њ–Њ—Б–ї–µ 2—Е –њ—А–Њ—Е–Њ–і–Њ–≤ –±—Г–і–µ—В –њ–Њ–і—К–µ–Љ —Д—А–µ–Ј—Л –љ–∞ 5–Љ–Љ –Є –Њ—Б—В–∞–љ–Њ–≤–Ї–∞ .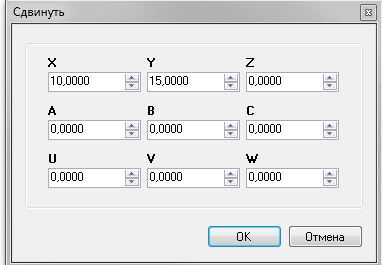
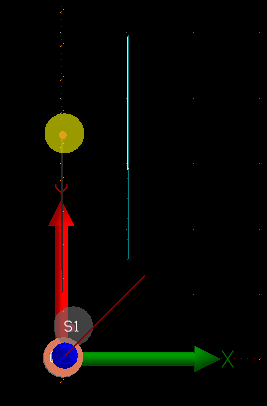
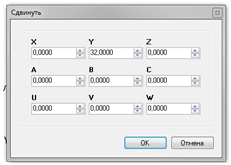
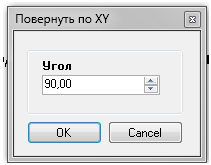
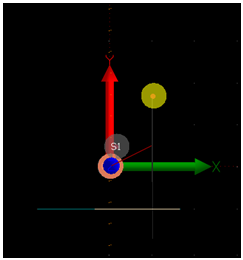
 –Ј–∞–њ—Г—Б–Ї–∞–µ–Љ –Є –њ–Њ–ї—Г—З–∞–µ–Љ 4—О –Њ—В—Д—А–µ–Ј–µ—А–Њ–≤–∞–љ–љ—Г—О –њ–Њ–ї–Њ—Б—Г 20–Љ–Љ –њ–µ—А–њ–µ–љ–і–Є–Ї—Г–ї—П—А–љ—Г—О –њ—А–µ–і—Л–і—Г—Й–Є–Љ 3 –њ–∞—А–∞–ї–µ–ї—М–љ—Л–Љ –њ–Њ–ї–Њ—Б–∞–Љ .
–Ј–∞–њ—Г—Б–Ї–∞–µ–Љ –Є –њ–Њ–ї—Г—З–∞–µ–Љ 4—О –Њ—В—Д—А–µ–Ј–µ—А–Њ–≤–∞–љ–љ—Г—О –њ–Њ–ї–Њ—Б—Г 20–Љ–Љ –њ–µ—А–њ–µ–љ–і–Є–Ї—Г–ї—П—А–љ—Г—О –њ—А–µ–і—Л–і—Г—Й–Є–Љ 3 –њ–∞—А–∞–ї–µ–ї—М–љ—Л–Љ –њ–Њ–ї–Њ—Б–∞–Љ . —Б—В–∞–љ–µ—В –љ–µ–∞–Ї—В–Є–≤–љ–Њ–є, —В–µ–Љ —Б–∞–Љ—Л–Љ –Љ—Л –±—Г–і–µ–Љ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М –∞–±—Б–Њ–ї—О—В–љ—Л–µ –Ї–Њ–Њ—А–і–Є–љ–∞—В—Л).
—Б—В–∞–љ–µ—В –љ–µ–∞–Ї—В–Є–≤–љ–Њ–є, —В–µ–Љ —Б–∞–Љ—Л–Љ –Љ—Л –±—Г–і–µ–Љ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М –∞–±—Б–Њ–ї—О—В–љ—Л–µ –Ї–Њ–Њ—А–і–Є–љ–∞—В—Л). .
.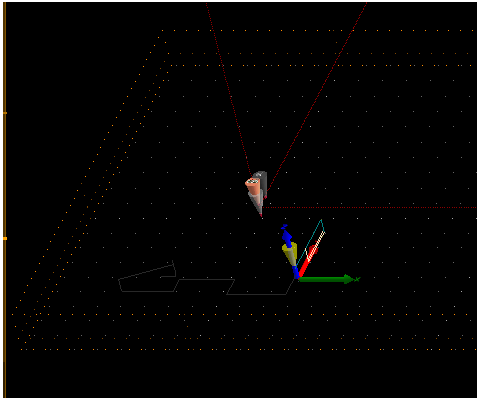
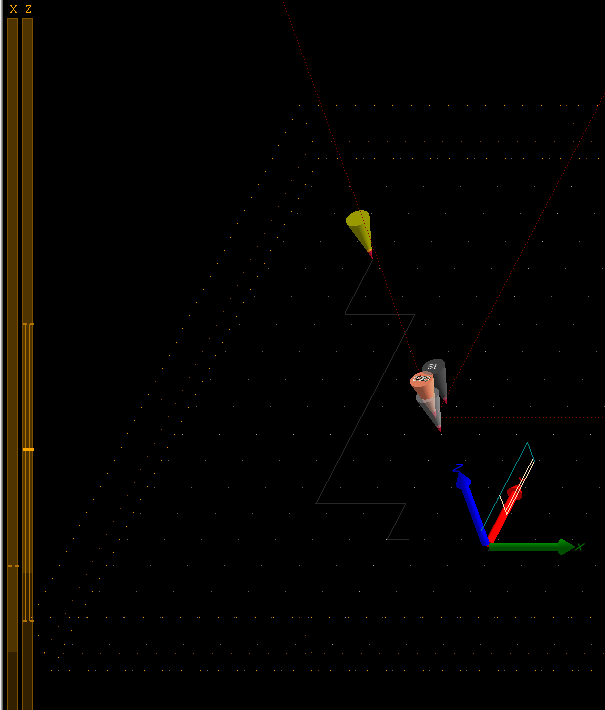
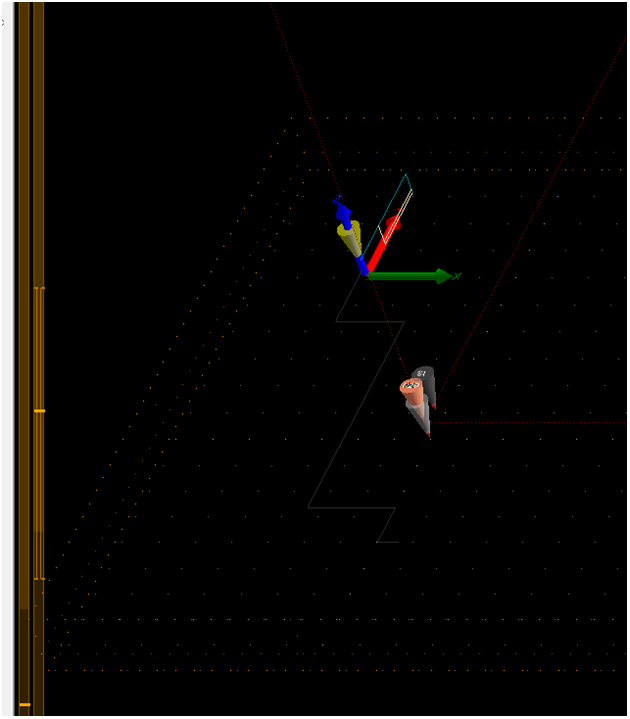

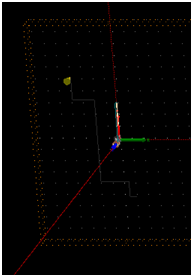
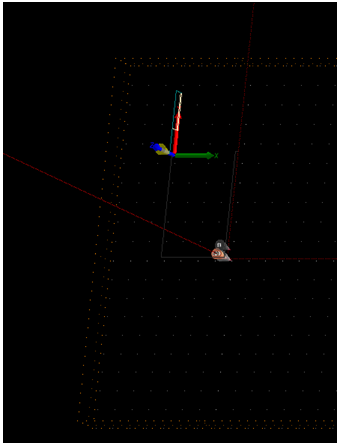
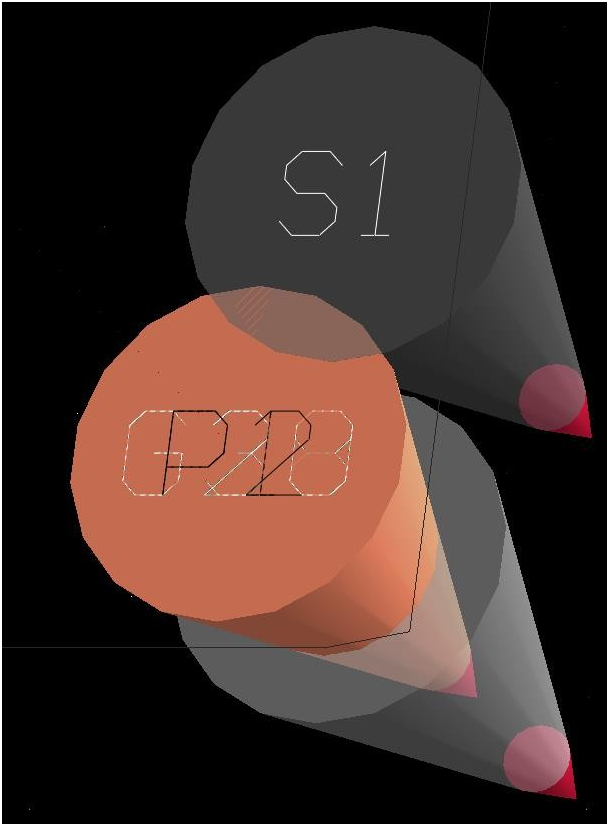
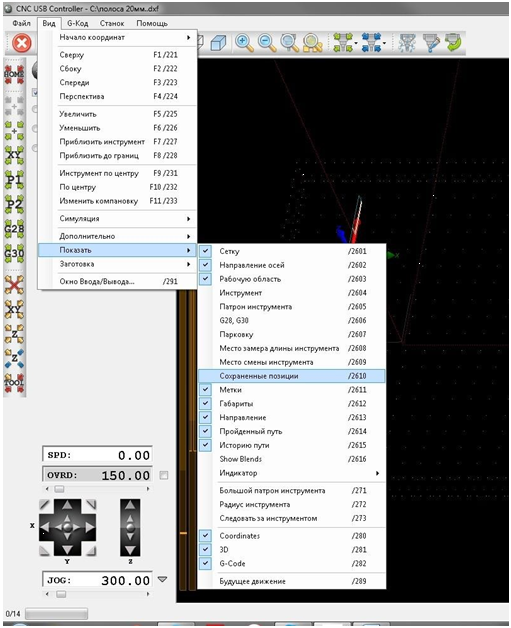
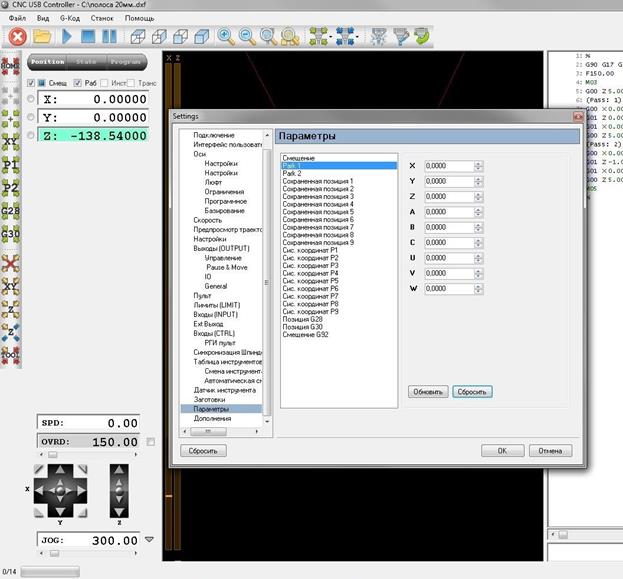
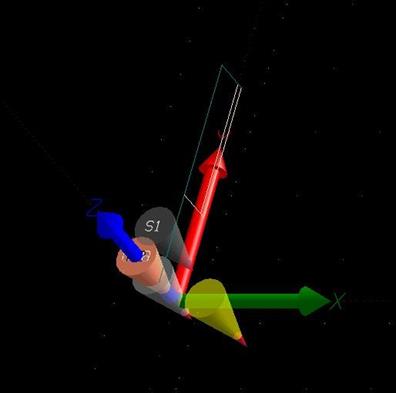
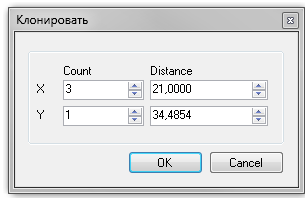

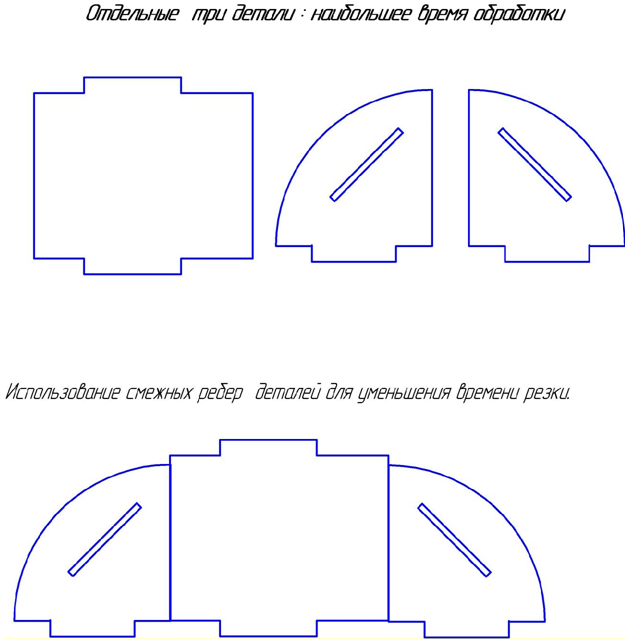
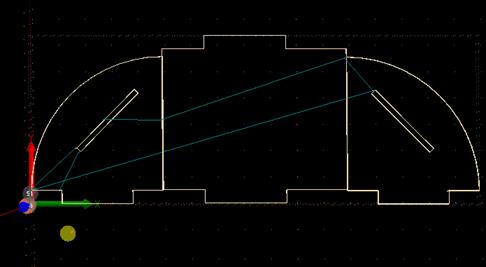
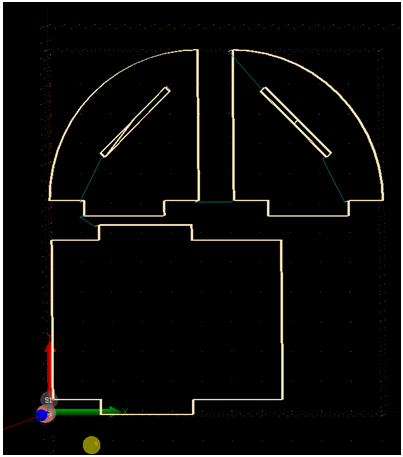


 -–Є–Ј–Љ–µ—А–Є—В—М —Б–Љ–µ—Й–µ–љ–Є–µ –њ–Њ Z , –Є–љ—Б—В—А—Г–Љ–µ–љ—В –Њ–њ—Г—Б—В–Є—В—Б—П –Є –њ–Њ—Б–ї–µ –Ї–∞—Б–∞–љ–Є—П –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є –њ–Њ–і–љ–Є–Љ–µ—В—Б—П –љ–∞ –±–µ–Ј–Њ–њ–∞—Б–љ—Г—О –≤—Л—Б–Њ—В—Г , –љ–µ –Ј–∞–±—Г–і—М—В–µ –Њ—В—Ж–µ–њ–Є—В—М –Ї—А–Њ–Ї–Њ–і–Є–ї. –Т–Њ—В —В—Г—В —З–∞—Б—В–Њ –±—Л–≤–∞—О—В –Њ—И–Є–±–Ї–Є —Г—Б—В–∞–љ–Њ–≤–Ї–µ –њ–∞—А–∞–Љ–µ—В—А–Њ–≤: –С–µ–Ј–Њ–њ–∞—Б–љ–∞—П Z ,–љ–∞–њ—А–∞–≤–ї–µ–љ–Є–µ ,–£—Б—В–∞–љ–Њ–≤–Є—В—М X,–і–ї–Є–љ–∞ –Њ—В—К–µ–Ј–і–∞ –Є –Є–љ—Б—В—А—Г–Љ–µ–љ—В –≤ —А–∞–±–Њ—В–µ –љ–µ –і–Њ—Е–Њ–і–Є—В –і–Њ –і–µ—В–∞–ї–Є –Є –≤–µ—Б—М –њ—А–Њ—Ж–µ—Б—Б –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є–є –њ—А–Њ–Є—Б—Е–Њ–і–Є—В –≤ –≤–Њ–Ј–і—Г—Е–µ ,—З–∞—В–Њ –≤ —Н—В–Њ–Љ –≤–Є–љ–Њ–≤–∞—В–Њ –Ј–љ–∞—З–µ–љ–Є–µ Z –Є –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–µ + –Є–ї–Є - ,–љ–∞ —Б–∞–є—В–µ –µ—Б—В—М –њ—А–Є–Љ–µ—А—Л –Ј–∞–Љ–µ—А–Њ–≤ –Є –≤–Є–і–µ–Њ —Г—А–Њ–Ї–Є –∞ –љ–∞ —Д–Њ—А—Г–Љ–∞—Е —Н—В–Њ—В –ґ–µ –≤–Њ–њ—А–Њ—Б –њ–Њ —А–∞–±–Њ—В–µ –і–∞—В—З–Є–Ї–∞.
-–Є–Ј–Љ–µ—А–Є—В—М —Б–Љ–µ—Й–µ–љ–Є–µ –њ–Њ Z , –Є–љ—Б—В—А—Г–Љ–µ–љ—В –Њ–њ—Г—Б—В–Є—В—Б—П –Є –њ–Њ—Б–ї–µ –Ї–∞—Б–∞–љ–Є—П –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є –њ–Њ–і–љ–Є–Љ–µ—В—Б—П –љ–∞ –±–µ–Ј–Њ–њ–∞—Б–љ—Г—О –≤—Л—Б–Њ—В—Г , –љ–µ –Ј–∞–±—Г–і—М—В–µ –Њ—В—Ж–µ–њ–Є—В—М –Ї—А–Њ–Ї–Њ–і–Є–ї. –Т–Њ—В —В—Г—В —З–∞—Б—В–Њ –±—Л–≤–∞—О—В –Њ—И–Є–±–Ї–Є —Г—Б—В–∞–љ–Њ–≤–Ї–µ –њ–∞—А–∞–Љ–µ—В—А–Њ–≤: –С–µ–Ј–Њ–њ–∞—Б–љ–∞—П Z ,–љ–∞–њ—А–∞–≤–ї–µ–љ–Є–µ ,–£—Б—В–∞–љ–Њ–≤–Є—В—М X,–і–ї–Є–љ–∞ –Њ—В—К–µ–Ј–і–∞ –Є –Є–љ—Б—В—А—Г–Љ–µ–љ—В –≤ —А–∞–±–Њ—В–µ –љ–µ –і–Њ—Е–Њ–і–Є—В –і–Њ –і–µ—В–∞–ї–Є –Є –≤–µ—Б—М –њ—А–Њ—Ж–µ—Б—Б –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є–є –њ—А–Њ–Є—Б—Е–Њ–і–Є—В –≤ –≤–Њ–Ј–і—Г—Е–µ ,—З–∞—В–Њ –≤ —Н—В–Њ–Љ –≤–Є–љ–Њ–≤–∞—В–Њ –Ј–љ–∞—З–µ–љ–Є–µ Z –Є –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–µ + –Є–ї–Є - ,–љ–∞ —Б–∞–є—В–µ –µ—Б—В—М –њ—А–Є–Љ–µ—А—Л –Ј–∞–Љ–µ—А–Њ–≤ –Є –≤–Є–і–µ–Њ —Г—А–Њ–Ї–Є –∞ –љ–∞ —Д–Њ—А—Г–Љ–∞—Е —Н—В–Њ—В –ґ–µ –≤–Њ–њ—А–Њ—Б –њ–Њ —А–∞–±–Њ—В–µ –і–∞—В—З–Є–Ї–∞.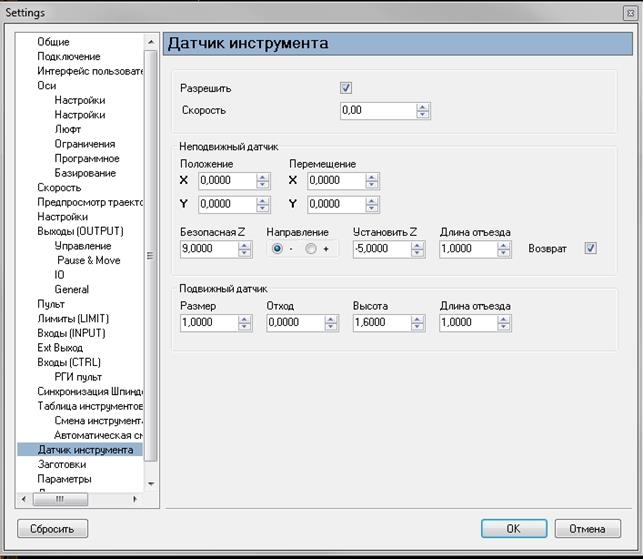
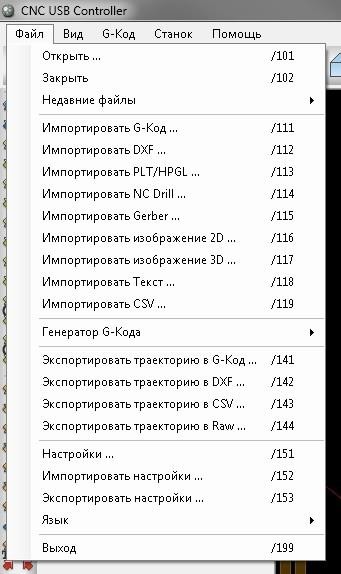
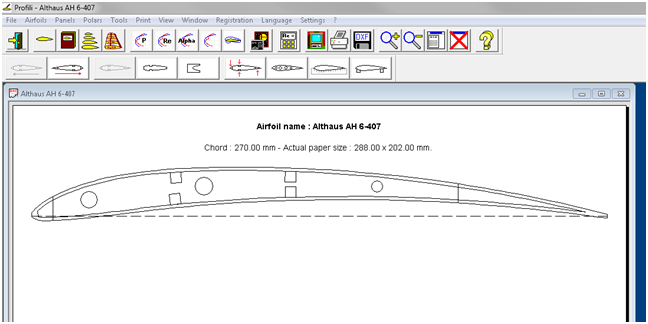
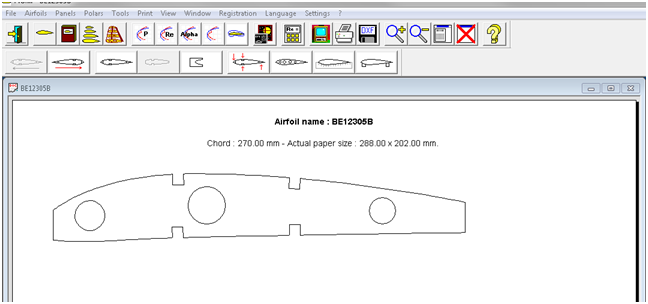
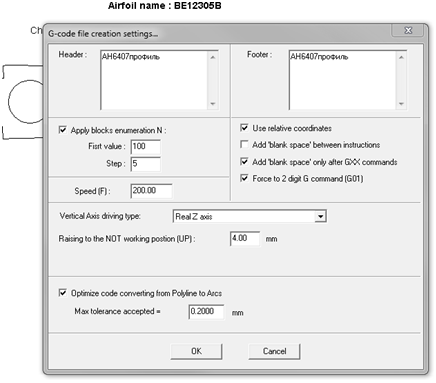
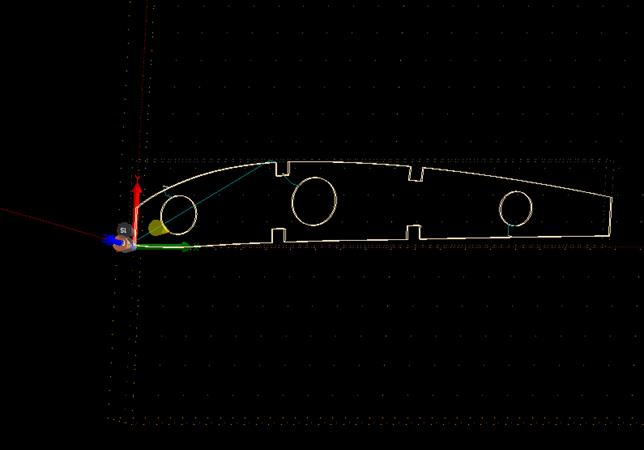
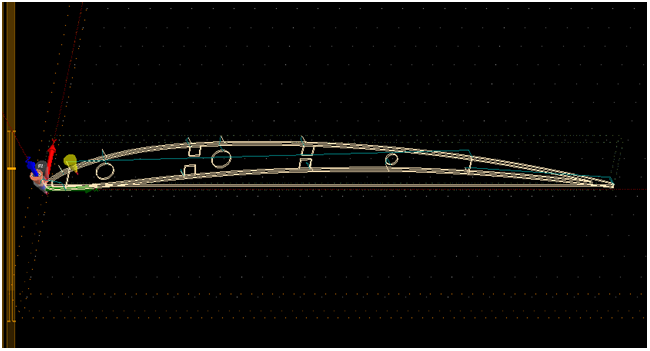
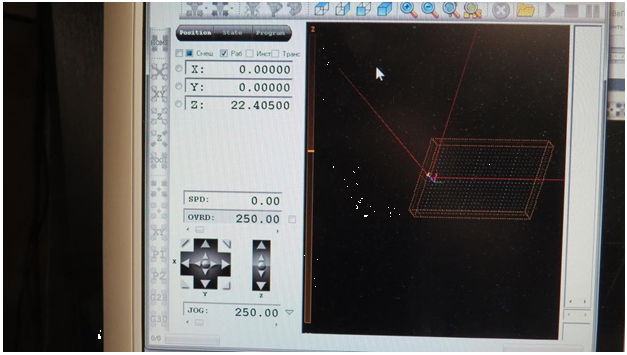
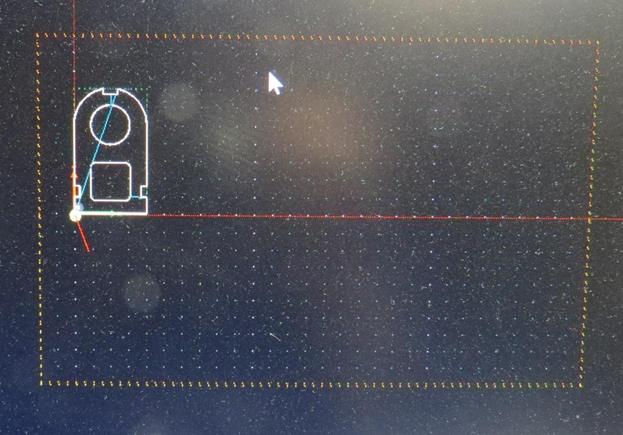
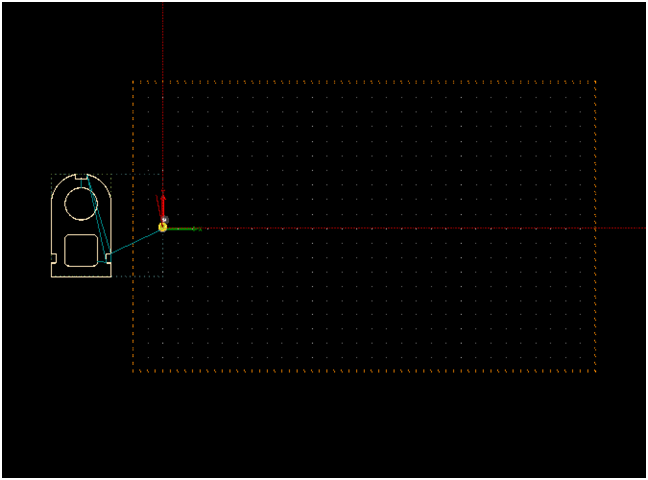
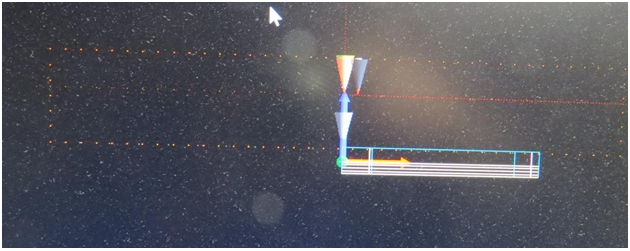
–У—А—Г–њ–њ–∞ VK
–Э–Њ–≤—Л–µ —Б—В–∞—В—М–Є
- –Ш–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–µ –І–Я–£ —Б—В–∞–љ–Ї–∞ –Є–Ј —Д–∞–љ–µ—А—Л —Б–≤–Њ–Є–Љ–Є —А—Г–Ї–∞–Љ–Є
- –°–∞–Љ–Њ–і–µ–ї—М–љ—Л–є –ї–∞–Ј–µ—А –љ–∞ CO2
- –Ъ–∞–Ї —А–∞–Ј—А–∞–±–Њ—В–∞—В—М, —Б–Њ–±—А–∞—В—М –Є –Ј–∞–њ—Г—Б—В–Є—В—М –І–Я–£ —Б—В–∞–љ–Њ–Ї
- –І–Я–£ —Д—А–µ–Ј–µ—А –Є–Ј —Д–∞–љ–µ—А—Л —Б–≤–Њ–Є–Љ–Є —А—Г–Ї–∞–Љ–Є
- –°–∞–Љ–Њ–і–µ–ї—М–љ—Л–є –ї–∞–Ј–µ—А–љ—Л–є SCARA —А–Њ–±–Њ—В-–≥—А–∞–≤–µ—А